
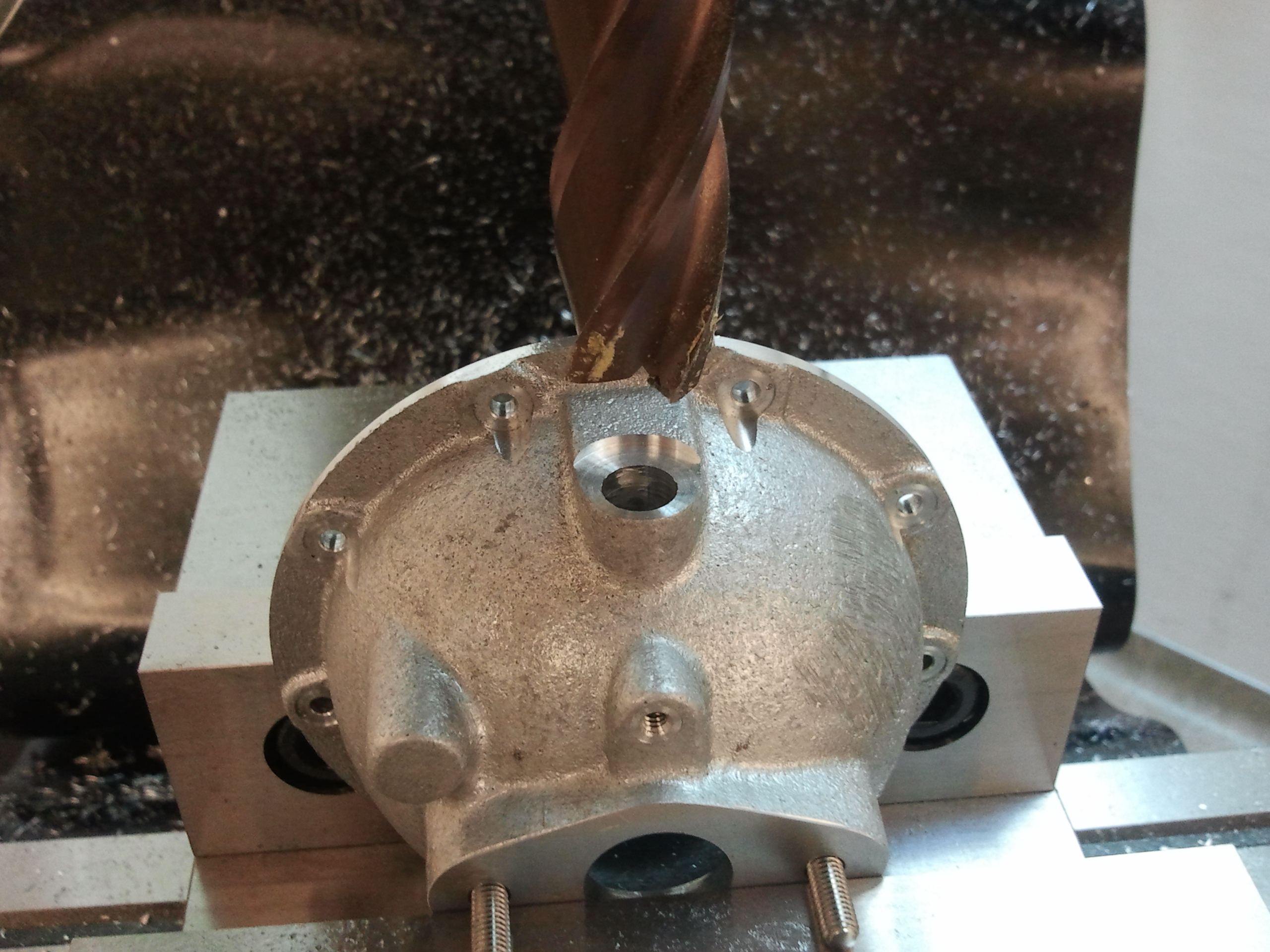
 Before starting on the rear cover, you should complete the air guide since you may have to make some cuts in the casting that are not on the plans to get the air guide to fit. If you are making your own carb mount, you’ll want to review that page and finish most of the work on that as well to save yourself a little time later.
Before starting on the rear cover, you should complete the air guide since you may have to make some cuts in the casting that are not on the plans to get the air guide to fit. If you are making your own carb mount, you’ll want to review that page and finish most of the work on that as well to save yourself a little time later.
Category Archives: Metalworking
Hodgson Part 090, Rear Seal Plate Spacers
 I had some scrap Aluminum 7075-T6 left over from some other parts so I knocked off the corners until I could fit it into a collet. I then rough turned it down until is was round.
I had some scrap Aluminum 7075-T6 left over from some other parts so I knocked off the corners until I could fit it into a collet. I then rough turned it down until is was round.
Hodgson Part 087, Rear Seal Plate
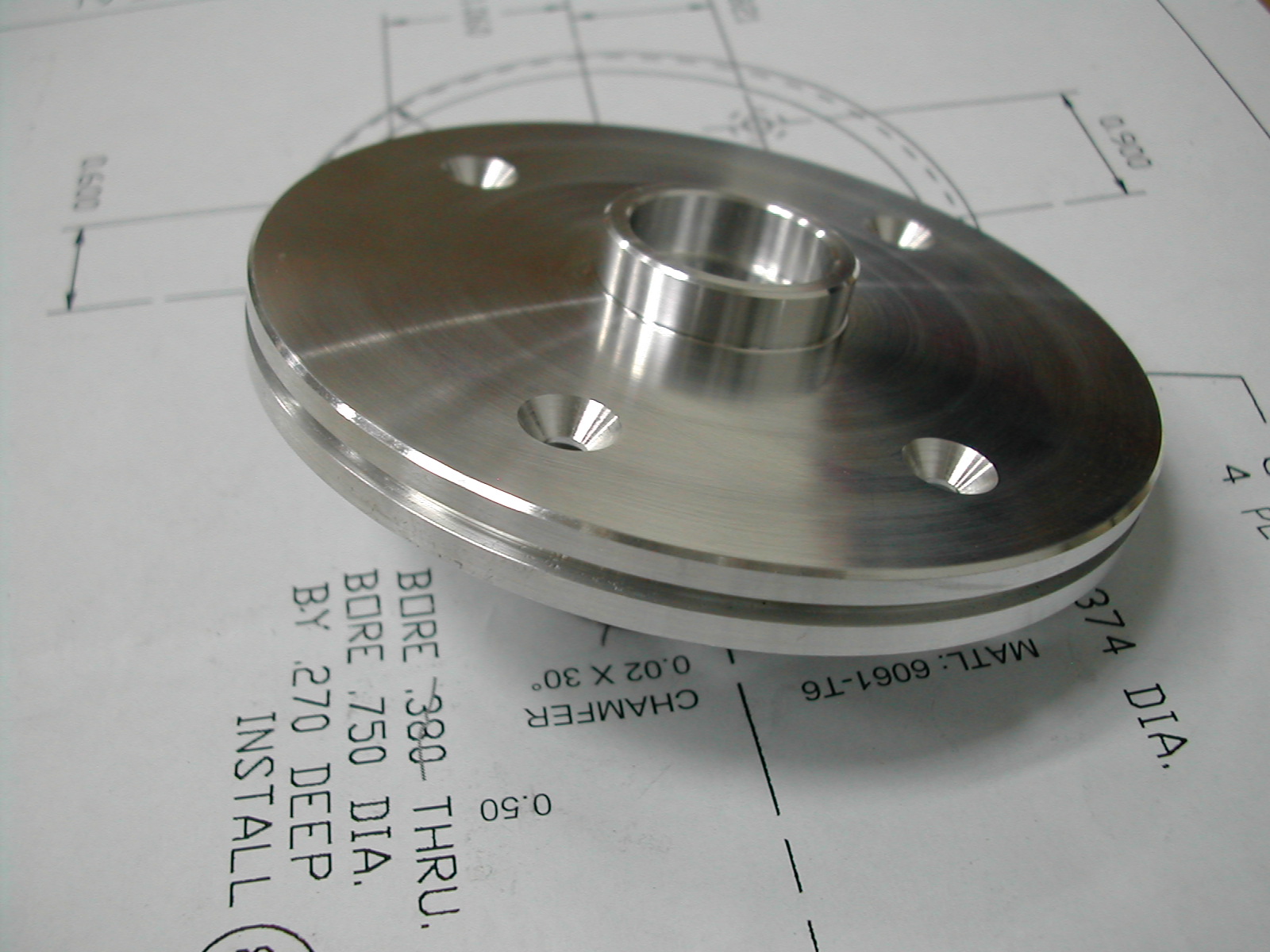 The rear seal plate is one of the last parts to be made from my 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
The rear seal plate is one of the last parts to be made from my 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
Hodgson Parts 079-083, Oil Pump Gears & Shafts
 Many of the gears used in this engine need to be re-bored to a larger shaft size. There are drawings in the plans for holding fixtures to do this, but I found it easier just to use standard collets. This should also do a better job of maintaining concentricity between the bore and the gear O.D.
Many of the gears used in this engine need to be re-bored to a larger shaft size. There are drawings in the plans for holding fixtures to do this, but I found it easier just to use standard collets. This should also do a better job of maintaining concentricity between the bore and the gear O.D.
Hodgson Part 077, Oil Pump Housing
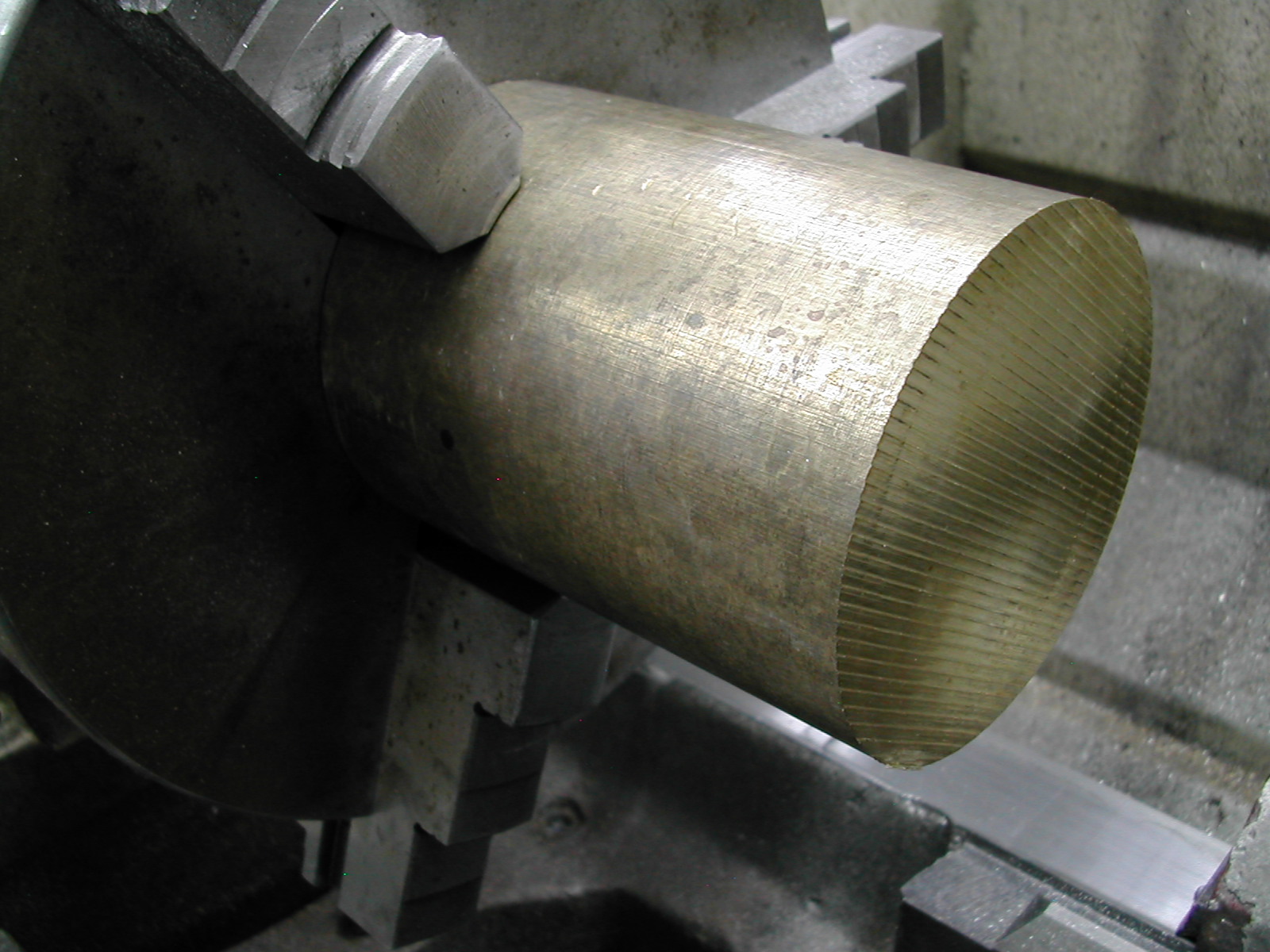 For the oil pump housing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
For the oil pump housing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
Hodgson Part 075, Flange Gasket
 Once again it’s McMaster-Carr to the rescue. I ordered a sheet of 1/64″ +400°F aramid fiber gasket (McMaster P/N 9470K36). Now the only problem was how to cut the gaskets.
Once again it’s McMaster-Carr to the rescue. I ordered a sheet of 1/64″ +400°F aramid fiber gasket (McMaster P/N 9470K36). Now the only problem was how to cut the gaskets.
Hodgson Part 074, Intake Crankcase Mount
 I rough sawed some 0.5″x0.9″ blanks from some 1/8″ 7075-T6 aluminum plate for the mounts. I decided to go with aluminum instead of brass since the intake pipe does not get soldered to this and I thought aluminum would look better next to the aluminum crankcase.
I rough sawed some 0.5″x0.9″ blanks from some 1/8″ 7075-T6 aluminum plate for the mounts. I decided to go with aluminum instead of brass since the intake pipe does not get soldered to this and I thought aluminum would look better next to the aluminum crankcase.
Hodgson Part 073, Header Flange
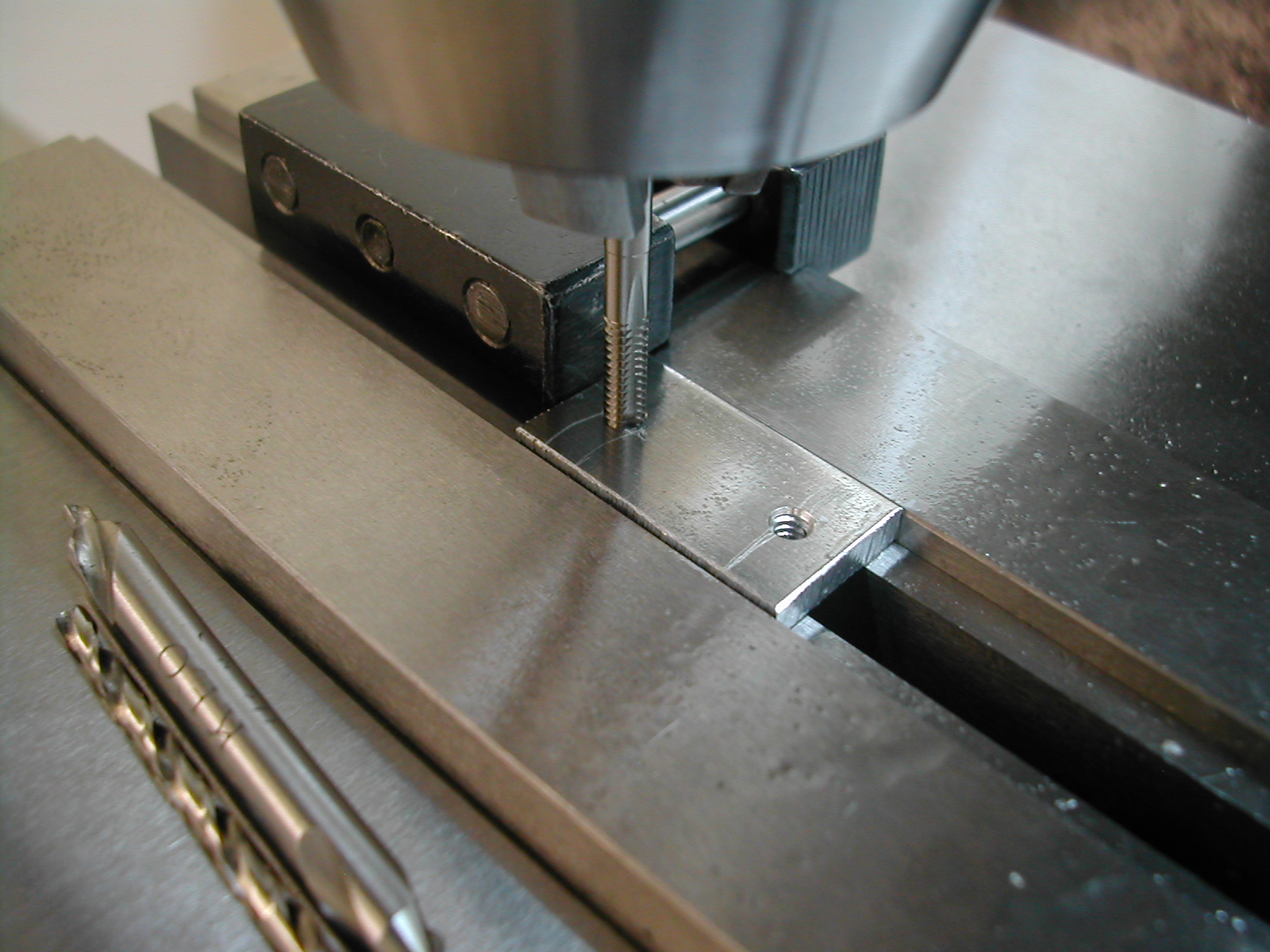
I clamped up a scrap tooling plate in the mill vise and used a couple of small clamps to hold a 3/32″ sheet of yellow brass on it. I then laid out a 1.375″x0.600″ grid of 15 flanges, drilling a clearance 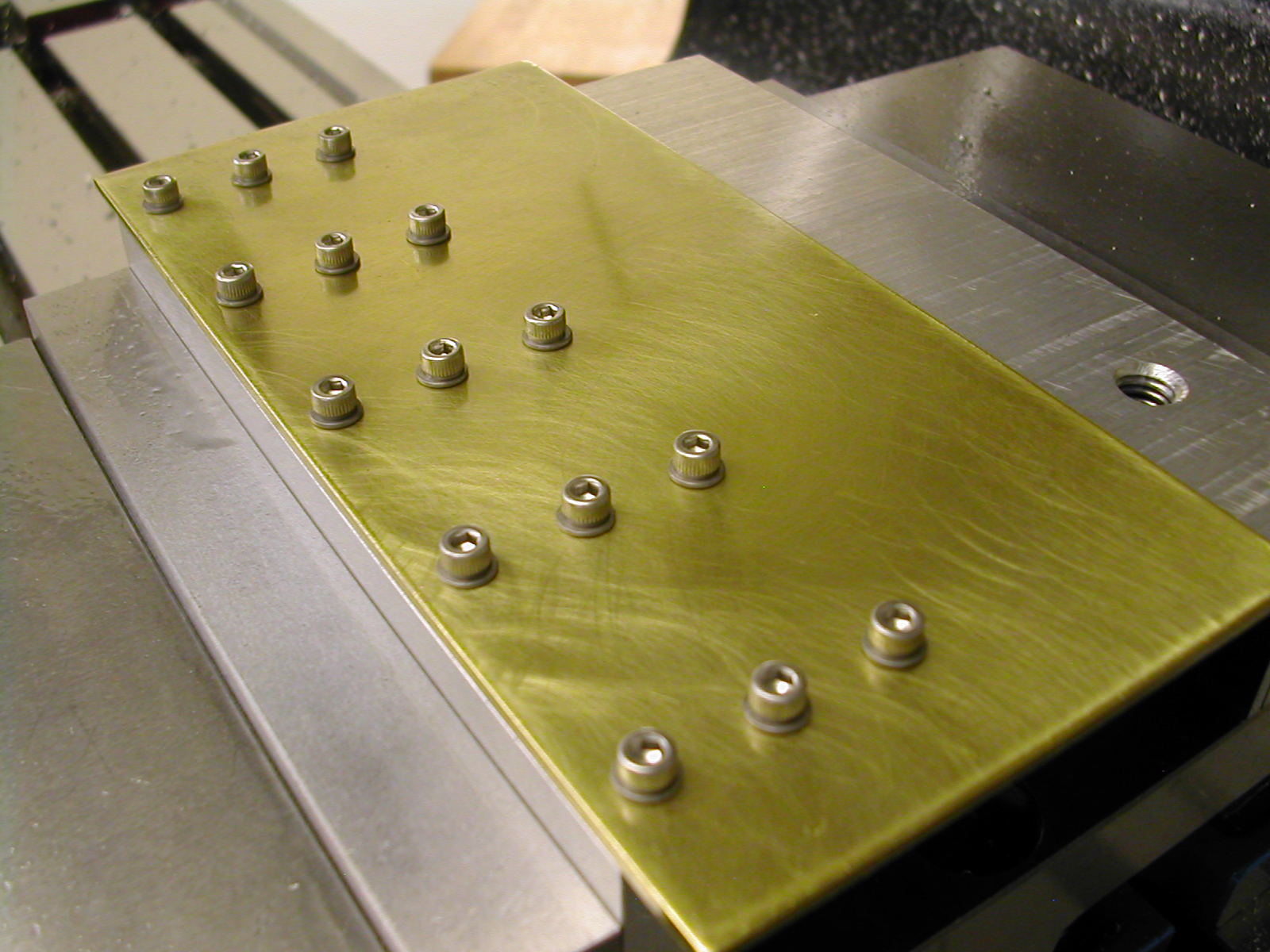 hole in the brass, and tapping the tooling plate below with a #6-32 tap. Once some #6 screws were tightened down, I was ready to roll.
hole in the brass, and tapping the tooling plate below with a #6-32 tap. Once some #6 screws were tightened down, I was ready to roll.
Hodgson Part 067, Rocker Pivots
 The material I used for the rocker pivots was purchased from McMaster-Carr. I chose some 3/32″ precision ground 316 stainless shafting, P/N 1263K37, that was 0.0002″ undersize. Two 36″ pieces should be enough to make the pivot pins and all of the pushrods.
The material I used for the rocker pivots was purchased from McMaster-Carr. I chose some 3/32″ precision ground 316 stainless shafting, P/N 1263K37, that was 0.0002″ undersize. Two 36″ pieces should be enough to make the pivot pins and all of the pushrods.
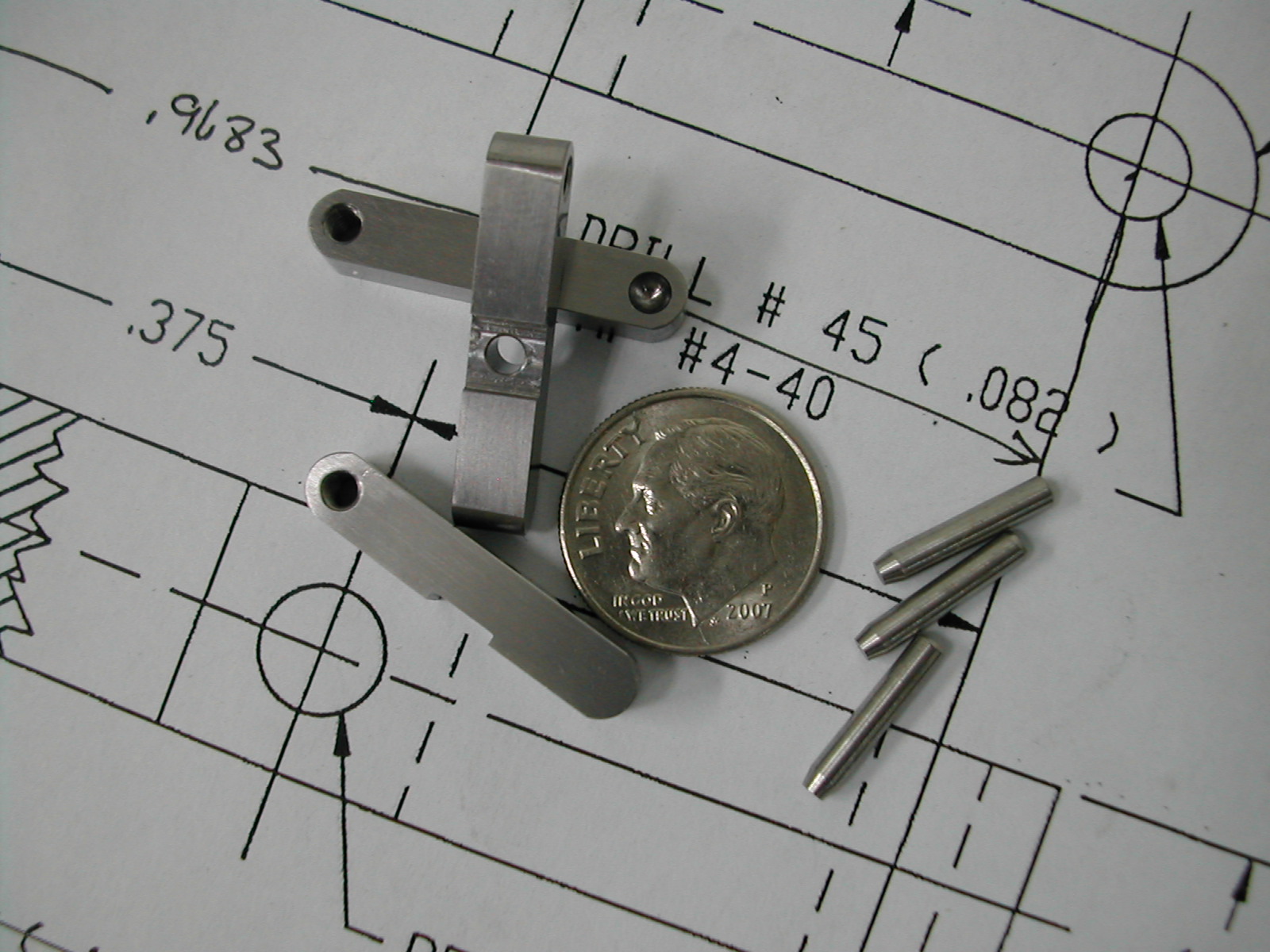
Hodgson Part 066, Rocker Arms
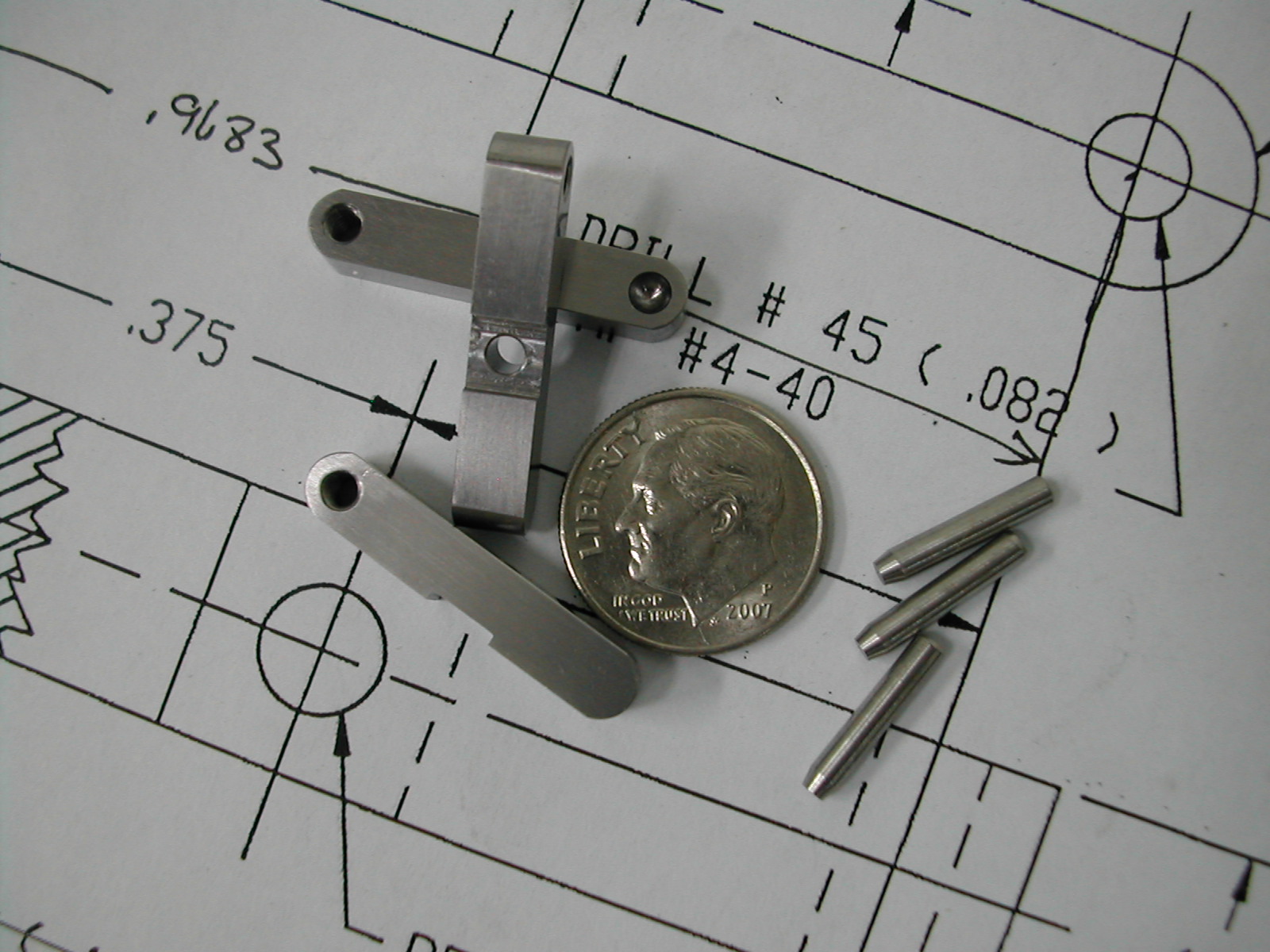 I had some 10mm diameter 416 Stainless heat treated to HRC35 left over from a previous job. Even though most of the time was spent converting it from round to square, overall it was not very hard. However, don’t underestimate the added complexity such small parts can add to fixturing.
I had some 10mm diameter 416 Stainless heat treated to HRC35 left over from a previous job. Even though most of the time was spent converting it from round to square, overall it was not very hard. However, don’t underestimate the added complexity such small parts can add to fixturing.