
 This is a long page not because the part was especially difficult, but because of a major problem part way through that caused me to have to re-make the part. I decided it was important to let others know about the problem I encountered so I’ve included that in this documentation.
This is a long page not because the part was especially difficult, but because of a major problem part way through that caused me to have to re-make the part. I decided it was important to let others know about the problem I encountered so I’ve included that in this documentation.
Hodgson Part 029/030, Sump Oil Tubes
 As explained in the construction log for the sump body, I’ve modified the sump tubes to slip into the crankcase instead of attaching with threads.
As explained in the construction log for the sump body, I’ve modified the sump tubes to slip into the crankcase instead of attaching with threads.
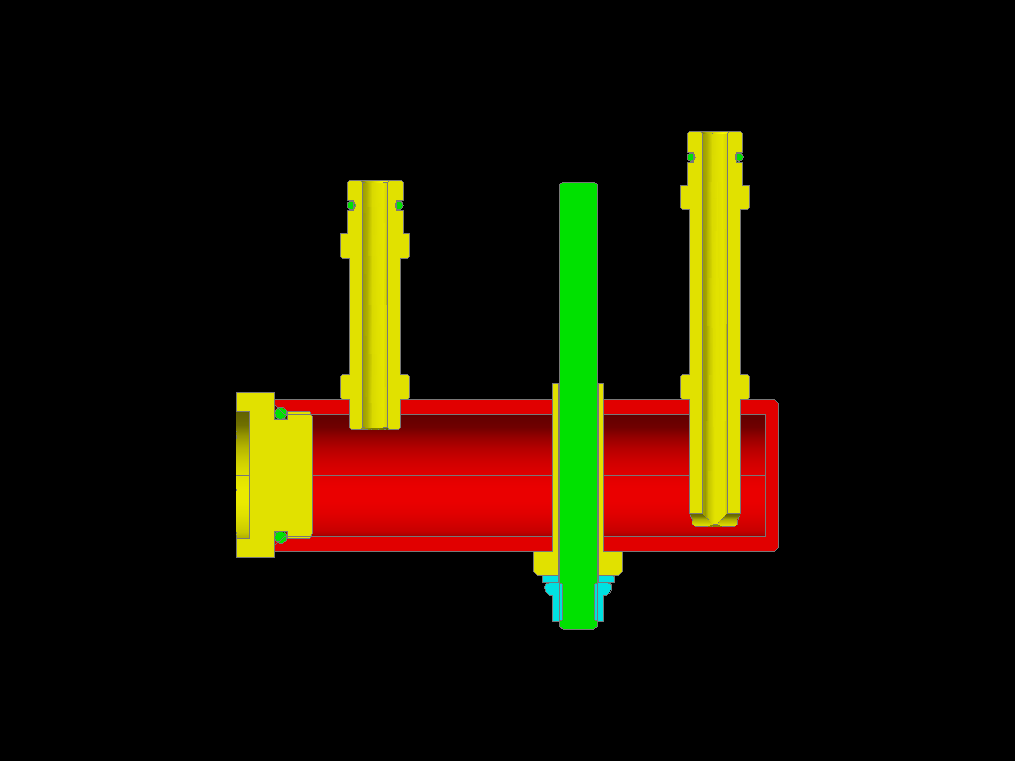
Hodgson Part 028/031, Sump Body & Cap
 If built according to the plans, the engine sump becomes a permanent part of the crankcase once the tubes are screwed into the crankcase and then silver soldered to the sump body. I know this has worked fine for many builders in the past, but I was uncomfortable doing this. What if the threaded connections leaked oil? What would happen if the sump were damaged? To avoid these and other potential problems with a permanently attached sump, I decided to make it removable.
If built according to the plans, the engine sump becomes a permanent part of the crankcase once the tubes are screwed into the crankcase and then silver soldered to the sump body. I know this has worked fine for many builders in the past, but I was uncomfortable doing this. What if the threaded connections leaked oil? What would happen if the sump were damaged? To avoid these and other potential problems with a permanently attached sump, I decided to make it removable.
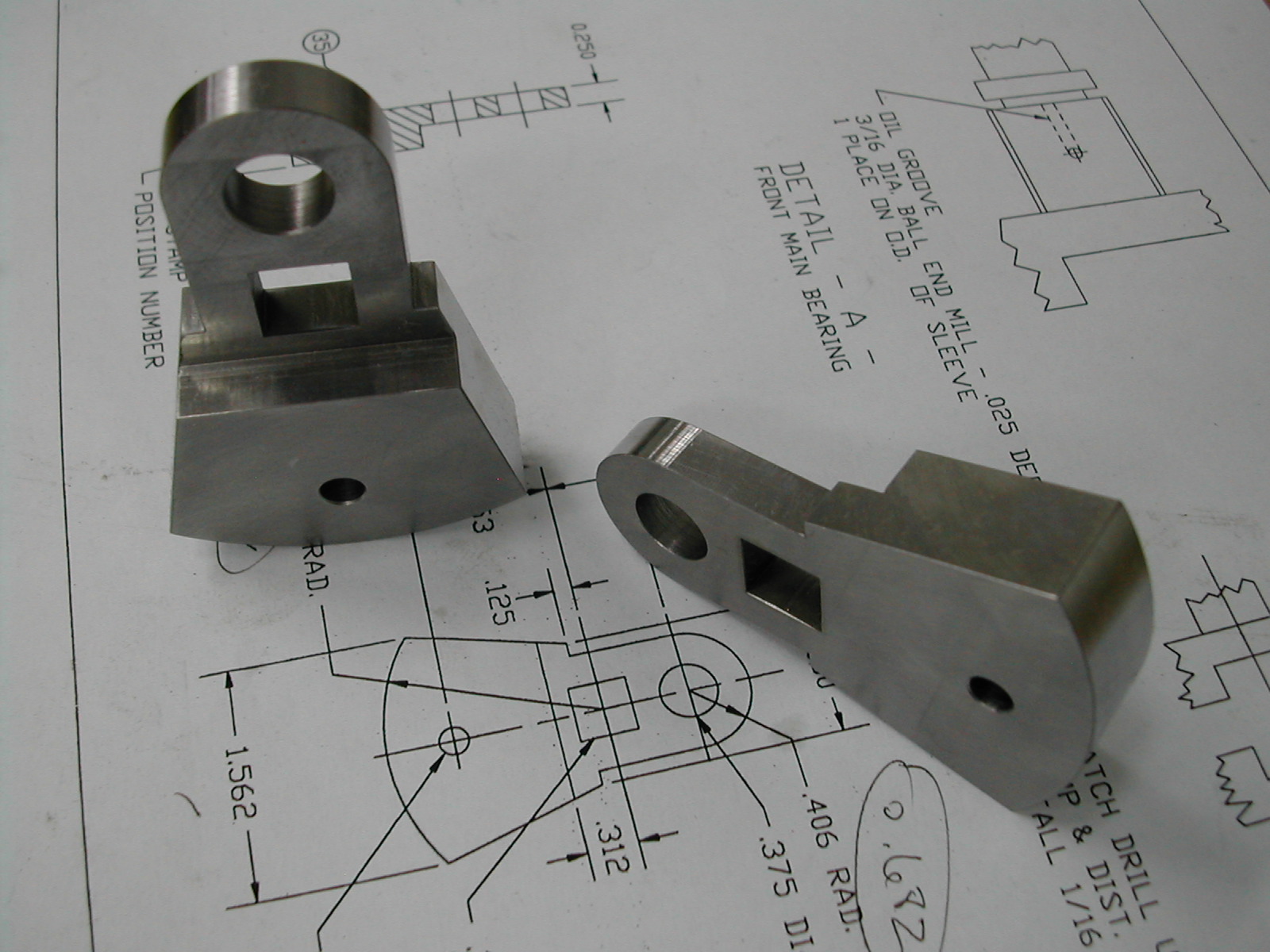
Hodgson Part 027, Tappet
 Finding high quality materials here in China is a problem so I’m always looking outside-the-box to find materials for my parts. For these tappets, I ended up killing three birds with one stone. By using some hardened dowel pins from McMaster-Carr, I ended up with quality steel, a ground surface finish to ride against the bronze tappet bushings, and a hard material to ride against the cam ring.
Finding high quality materials here in China is a problem so I’m always looking outside-the-box to find materials for my parts. For these tappets, I ended up killing three birds with one stone. By using some hardened dowel pins from McMaster-Carr, I ended up with quality steel, a ground surface finish to ride against the bronze tappet bushings, and a hard material to ride against the cam ring.
Hodgson Part 025, Tappet Bushings
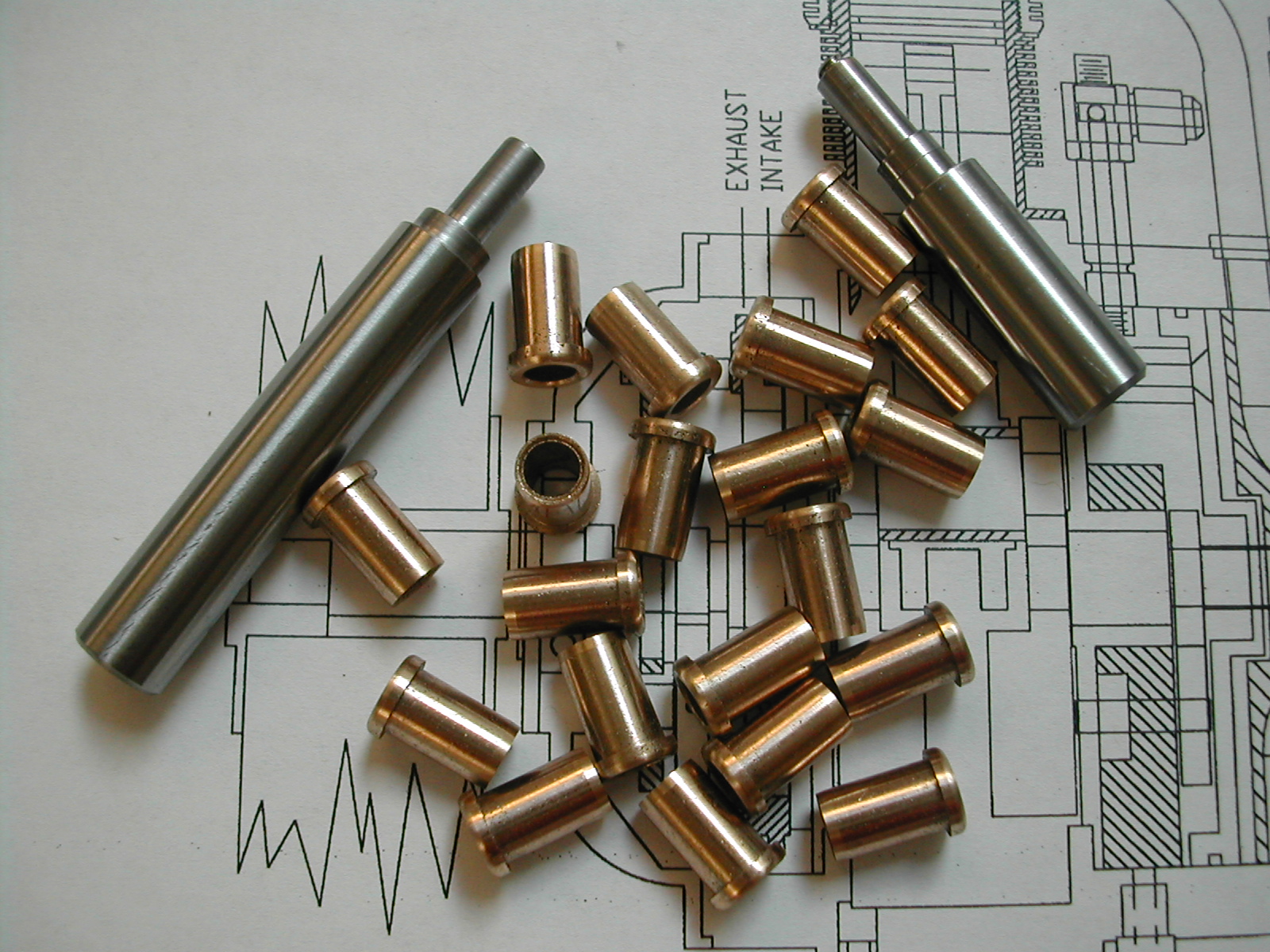 The plans call for regular brass for the tappet bushings, but I decided to use sintered bronze bushings (McMaster-Carr P/N 6391K116) as my starting point. These are 3/16″IDx5/16″ODx1/2″LG SAE841 oil-impregnated, sintered bronze bushings.
The plans call for regular brass for the tappet bushings, but I decided to use sintered bronze bushings (McMaster-Carr P/N 6391K116) as my starting point. These are 3/16″IDx5/16″ODx1/2″LG SAE841 oil-impregnated, sintered bronze bushings.
Hodgson Part 024/069 Cylinder Studs & Value Adjusters
 I’ve combined the cylinder studs and the valve adjusters on one page because they are practically the same thing. I bought one box of #4-40×3/4″ 18-8 stainless set screws from McMaster-Carr (P/N 92311A113). For the cylinder studs, the socket end was cut off and rounded. For the valve adjusters, the cup end was cut off and rounded.
I’ve combined the cylinder studs and the valve adjusters on one page because they are practically the same thing. I bought one box of #4-40×3/4″ 18-8 stainless set screws from McMaster-Carr (P/N 92311A113). For the cylinder studs, the socket end was cut off and rounded. For the valve adjusters, the cup end was cut off and rounded.
Hodgson Part 023, Housing
 The crankcase started life as a 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts. To make the crankcase, I sawed off a 4.75″ section so I could move everything closer to the chuck.
The crankcase started life as a 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts. To make the crankcase, I sawed off a 4.75″ section so I could move everything closer to the chuck.
Hodgson Part 022, Rear Main Bearing
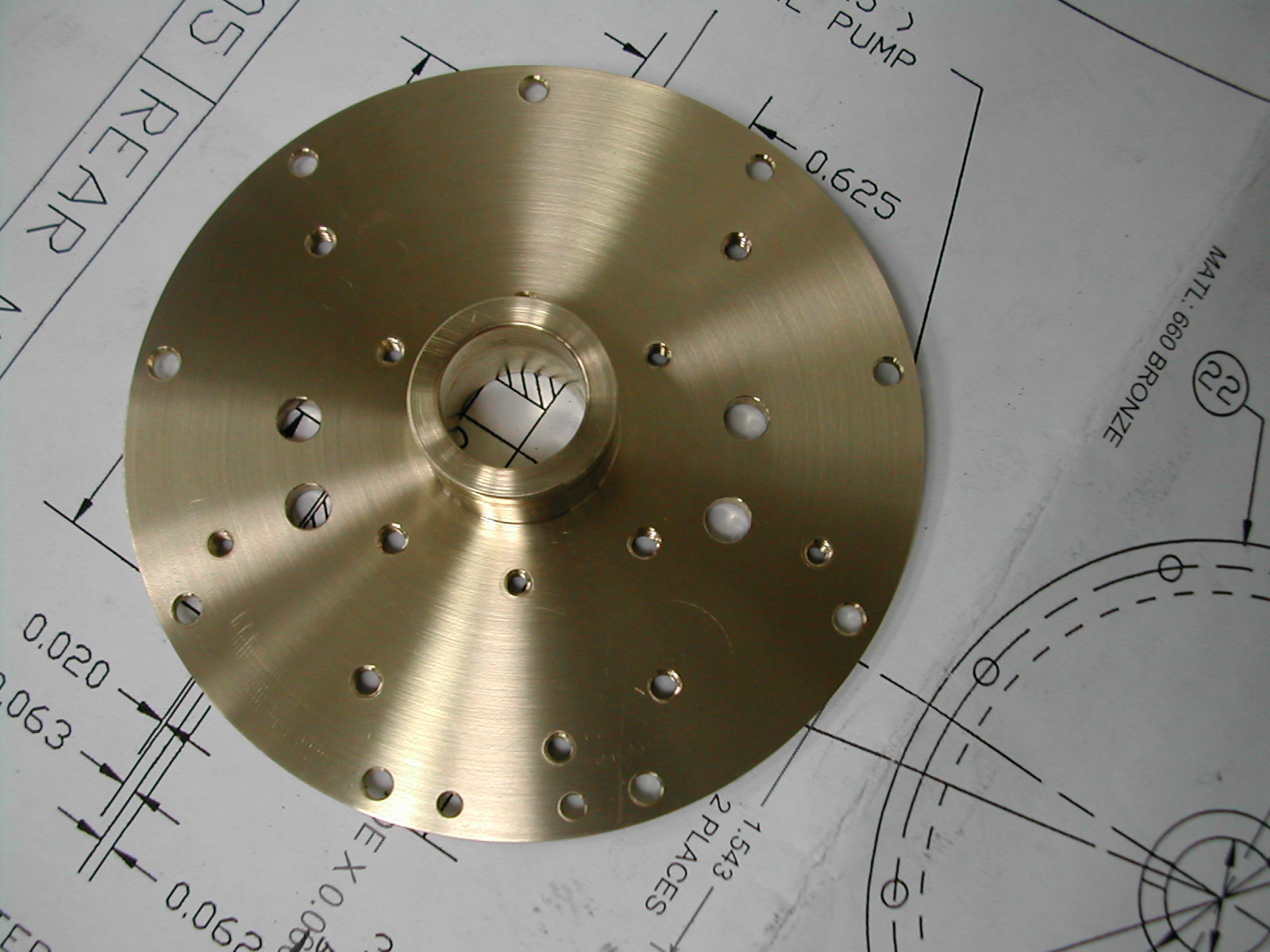 For the rear bearing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel (needed for the thin mounting flange) and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
For the rear bearing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel (needed for the thin mounting flange) and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
Hodgson Part 021, Front Bearing
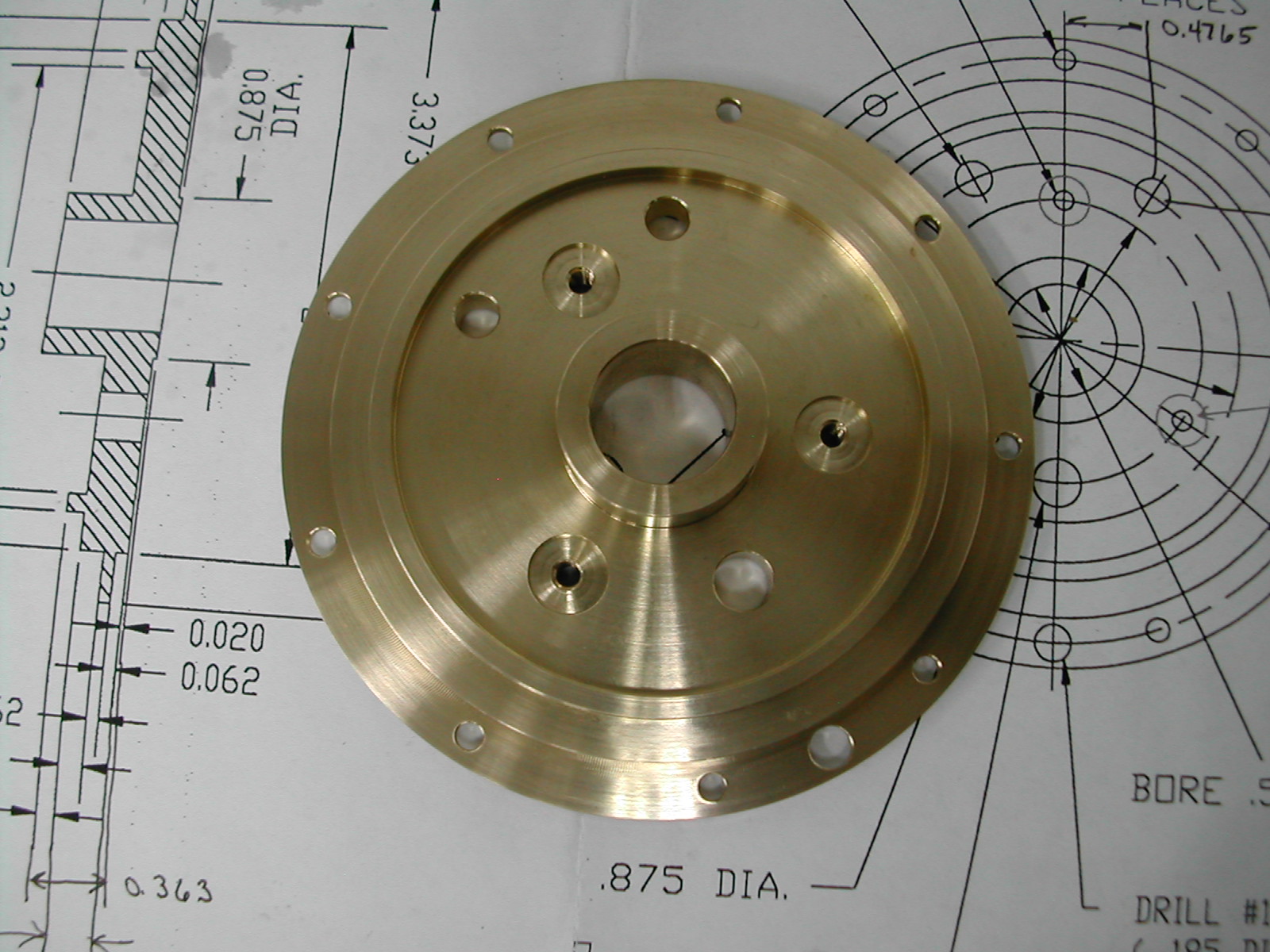 For the front bearing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel (needed for the thin mounting flange) and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
For the front bearing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel (needed for the thin mounting flange) and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
Hodgson Part 019, Cam Gear & Assembly
I turned a stub arbor with a 1/4″ thick aluminum washer to mount the brass gear for machining. You want a good tight fit on the ID of the gear. Continue reading
Continue reading