

 Finding high quality materials here in China is a problem so I’m always looking outside-the-box to find materials for my parts. For these tappets, I ended up killing three birds with one stone. By using some hardened dowel pins from McMaster-Carr, I ended up with quality steel, a ground surface finish to ride against the bronze tappet bushings, and a hard material to ride against the cam ring.
Finding high quality materials here in China is a problem so I’m always looking outside-the-box to find materials for my parts. For these tappets, I ended up killing three birds with one stone. By using some hardened dowel pins from McMaster-Carr, I ended up with quality steel, a ground surface finish to ride against the bronze tappet bushings, and a hard material to ride against the cam ring.
 I started with some Type 416 Stainless Steel Dowel Pin, 3/16″ Diameter, 3/4″ Length, MIL Spec 16555-641, McMaster-Carr P/N 98380A508. These pins were hardened to HRC36.
I started with some Type 416 Stainless Steel Dowel Pin, 3/16″ Diameter, 3/4″ Length, MIL Spec 16555-641, McMaster-Carr P/N 98380A508. These pins were hardened to HRC36.
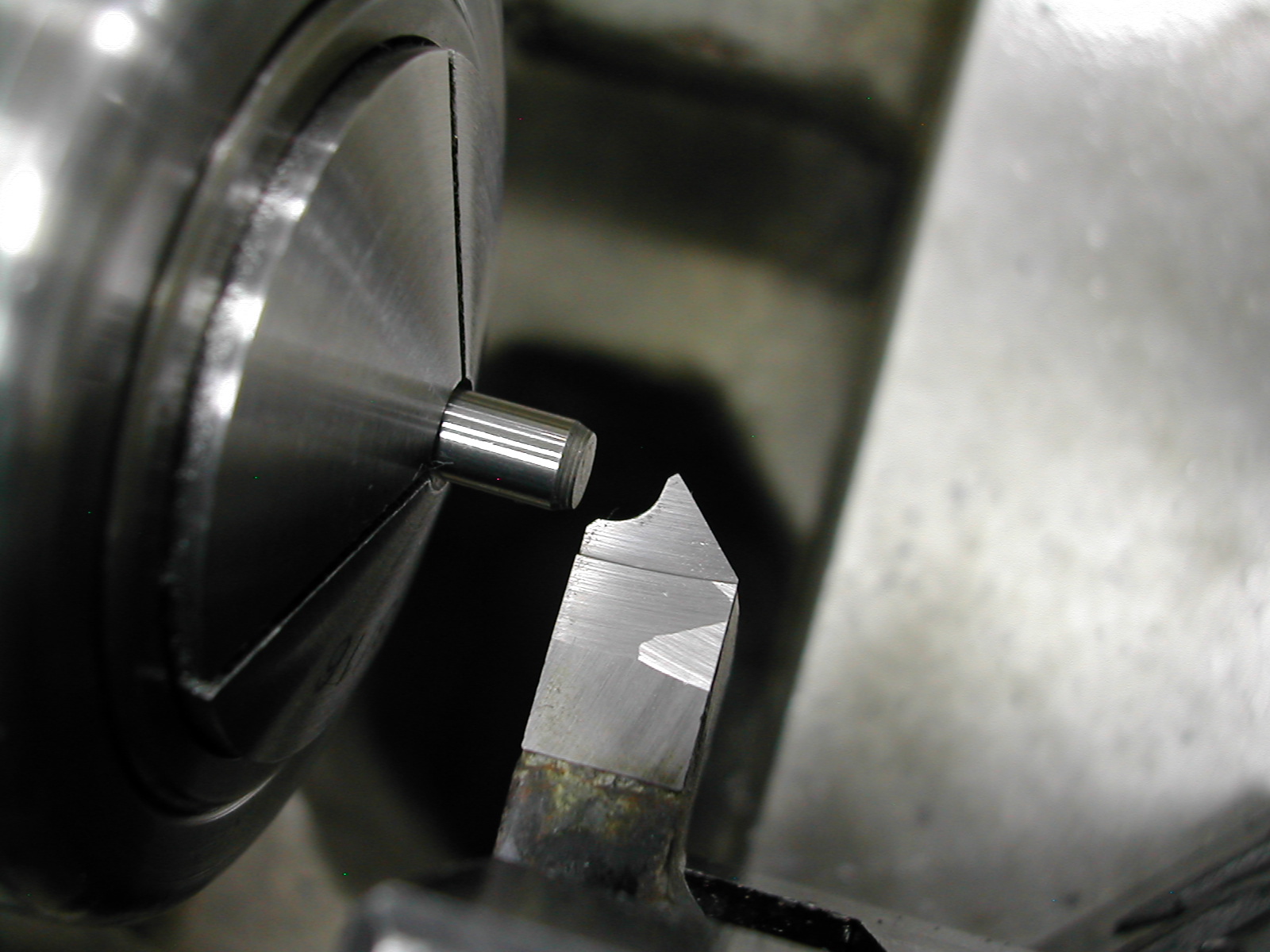 I ground a 0.093″ radius on a brazed carbide lathe tool to form the ball end of the tappet.
I ground a 0.093″ radius on a brazed carbide lathe tool to form the ball end of the tappet.
 Instead of plunging from the side of the part, I found it easier to feed in from the end with the tool already set on the correct diameter.
Instead of plunging from the side of the part, I found it easier to feed in from the end with the tool already set on the correct diameter.
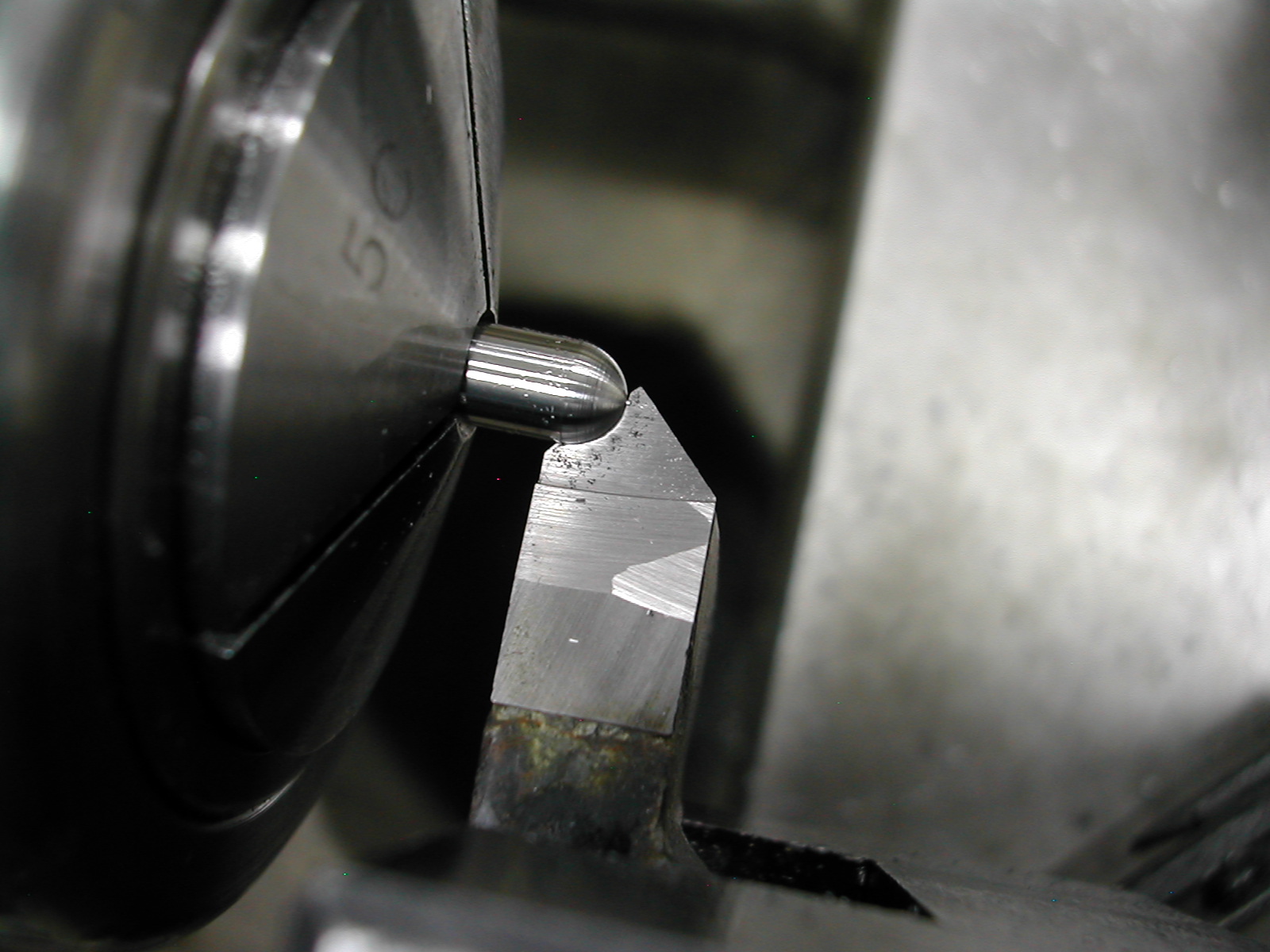
 After forming the ball, I hit it with some 3000 grit paper and then some 3µ diamond paste on an orangewood polishing stick.
After forming the ball, I hit it with some 3000 grit paper and then some 3µ diamond paste on an orangewood polishing stick.
 Now that I’ve seen the surface magnified in this photo, I probably should have worked up to the 3000 grit paper, but I think this surface finish will be more than good enough.
Now that I’ve seen the surface magnified in this photo, I probably should have worked up to the 3000 grit paper, but I think this surface finish will be more than good enough.
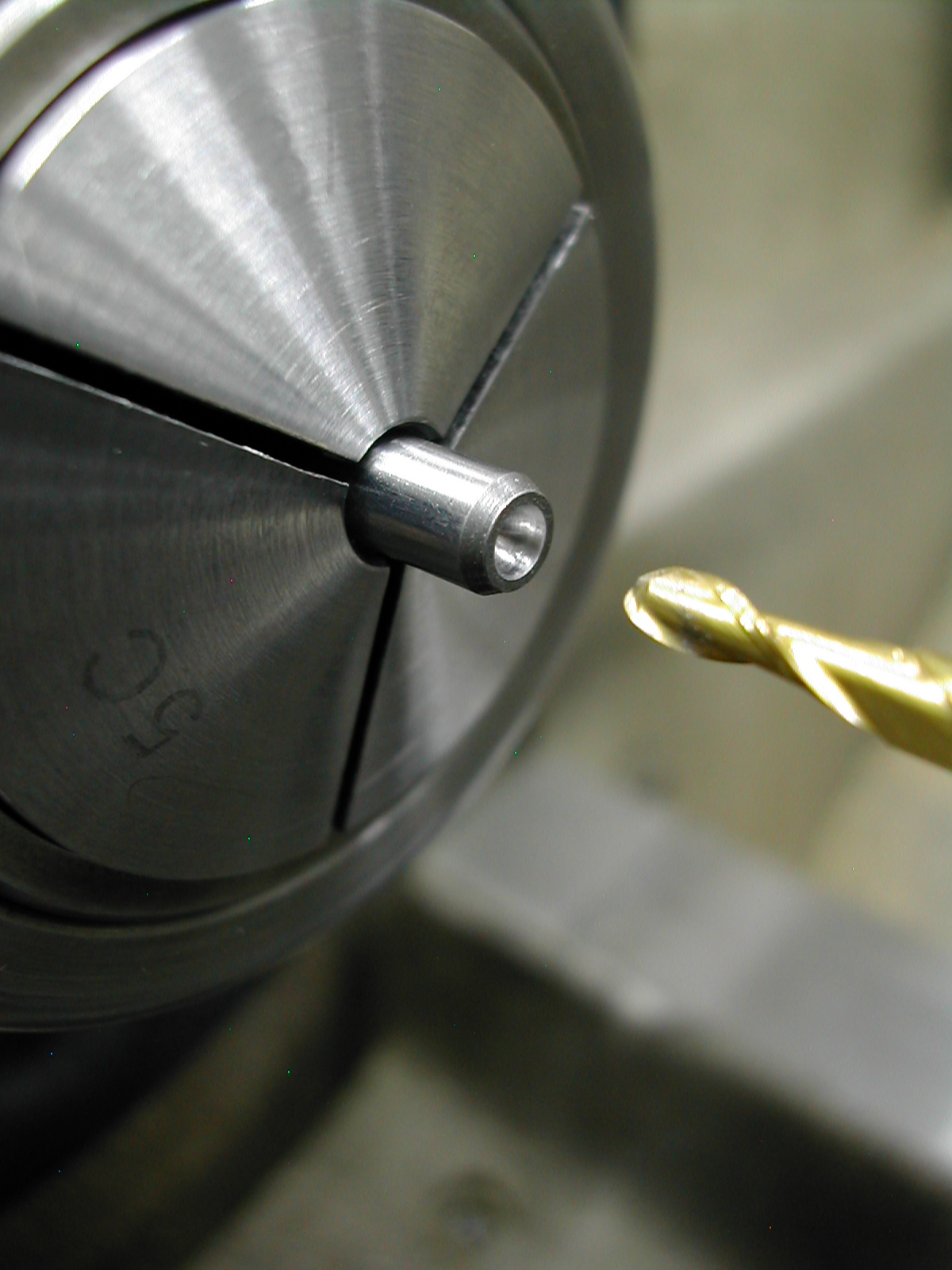
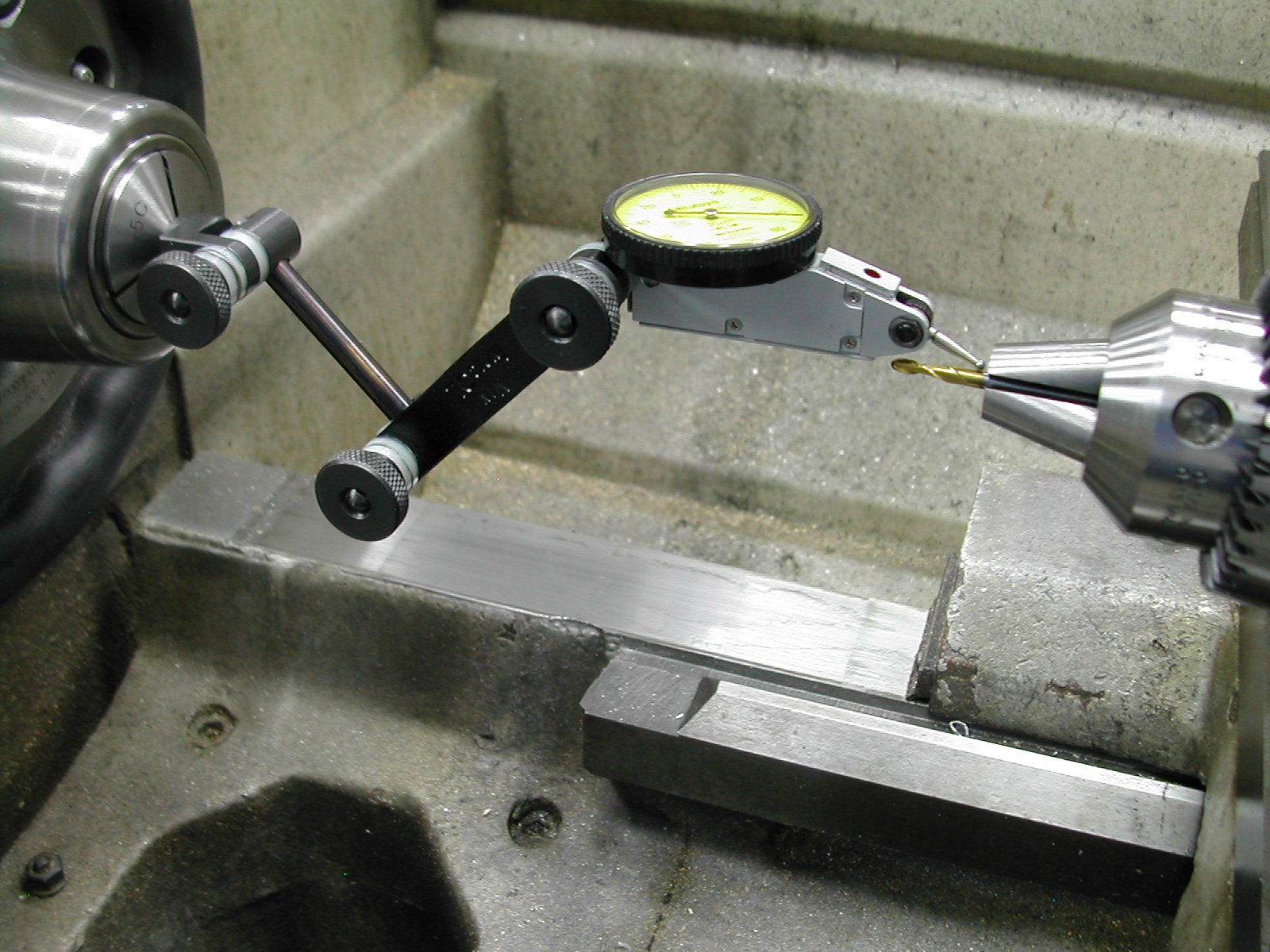 Since the pushrods have spherical ends on them, I though it best that the tappets (and the rocker arms) have a spherical pocket to receive them. To create this pocket, I’m using a 9/64″ carbide ball-end endmill.
Since the pushrods have spherical ends on them, I though it best that the tappets (and the rocker arms) have a spherical pocket to receive them. To create this pocket, I’m using a 9/64″ carbide ball-end endmill.
Here I’ve secured the mill in a toolpost mounted drill chuck and I’m indicating it on-center both horizontally and vertically.
 The tappet is chucked in a 3/16″ collet and the endmill touched off to set the zero point.
The tappet is chucked in a 3/16″ collet and the endmill touched off to set the zero point.
 My CAD solid model showed that there would be interference between the pushrod and tappet if these holes were bored 0.070″ to the shoulder as per the prints, so I’m boring in 0.070″ deep to the tip. The CAD model shows the pushrod at it’s maximum angle should just clear the upper edge of the hole at this depth.
My CAD solid model showed that there would be interference between the pushrod and tappet if these holes were bored 0.070″ to the shoulder as per the prints, so I’m boring in 0.070″ deep to the tip. The CAD model shows the pushrod at it’s maximum angle should just clear the upper edge of the hole at this depth.
The chamfer that you see on the tappet is the stock chamfer on the dowel pin.
A few of the finished tappets ready for installation.
Disclaimer and License
All material, including the CAD drawings, relating to the construction of the Hodgson Radial presented on this site is free to use any way you see fit. However, no guarantees are made regarding the accuracy or correctness of the material presented here.