
 With the old Iveco engine removed from the tractor, the first step in the re-engine process was measuring the old engine and transmission to determine the motor mount locations.
With the old Iveco engine removed from the tractor, the first step in the re-engine process was measuring the old engine and transmission to determine the motor mount locations.
New Holland backhoe causes time to disappear
I thought I’d introduce the latest time sink at casa Blough. I bought a used New Holland backhoe to use around the house while clearing trees and digging stumps. I knew it was going to need some work, but it turned into a larger project than I initially thought. What’s that saying – confidence is the feeling you have before you fully understand the situation.
Understanding Crankshaft Counterweights
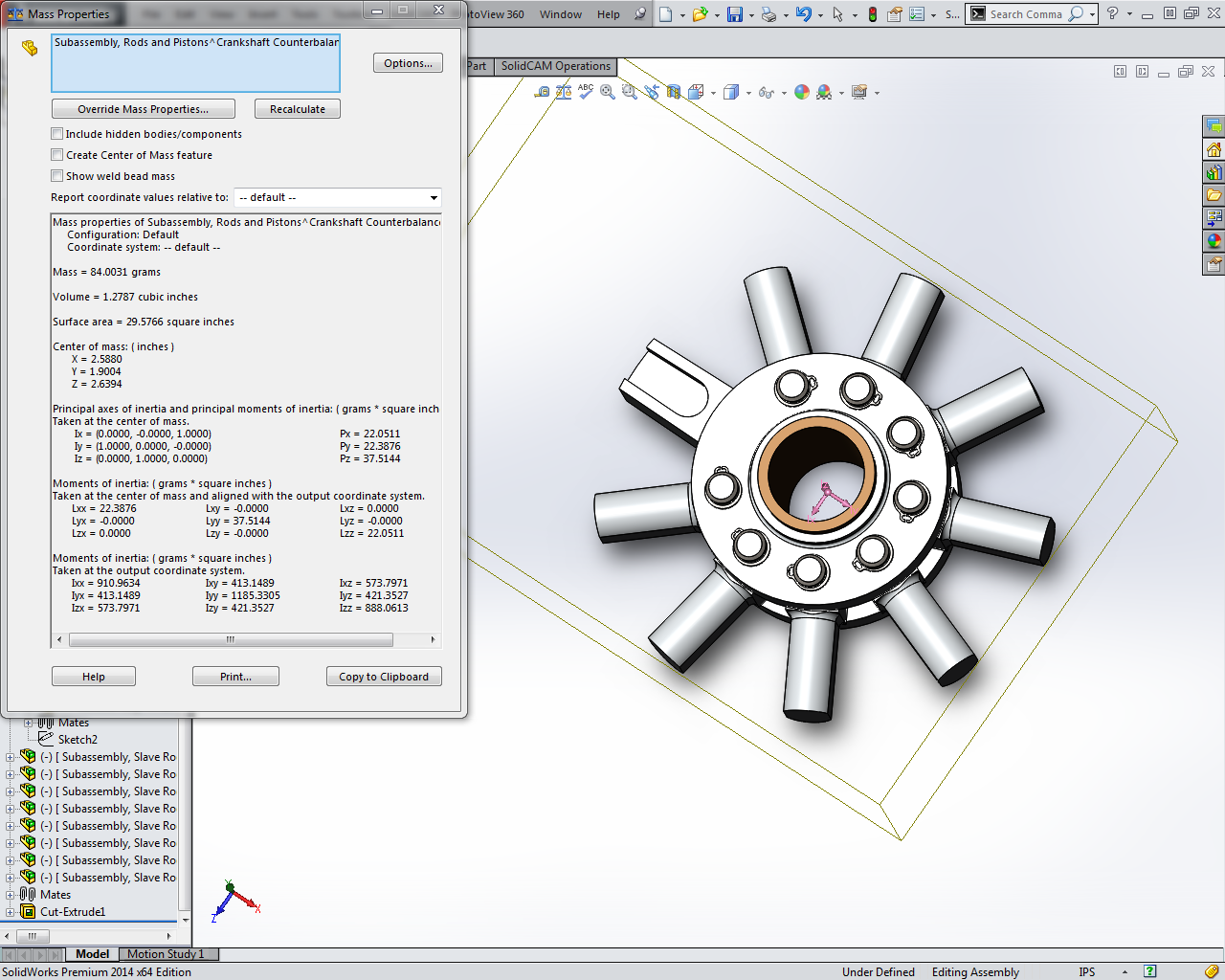 I’ve been thinking recently about the crankshaft construction on the Hodgson Radial. I’ve never really been happy with the 5-piece construction and I’m thinking of changing it to a 3-piece crank where the crank cheeks (counterweights) are integral with the front and rear crankshaft sections. The main journal would then be clamped by splitting the upper portion of the crank cheek and using a compression bolt to retain the journal.
I’ve been thinking recently about the crankshaft construction on the Hodgson Radial. I’ve never really been happy with the 5-piece construction and I’m thinking of changing it to a 3-piece crank where the crank cheeks (counterweights) are integral with the front and rear crankshaft sections. The main journal would then be clamped by splitting the upper portion of the crank cheek and using a compression bolt to retain the journal.
Hodgson Part 095/096, Carburetor Mount & Lock Cylinder
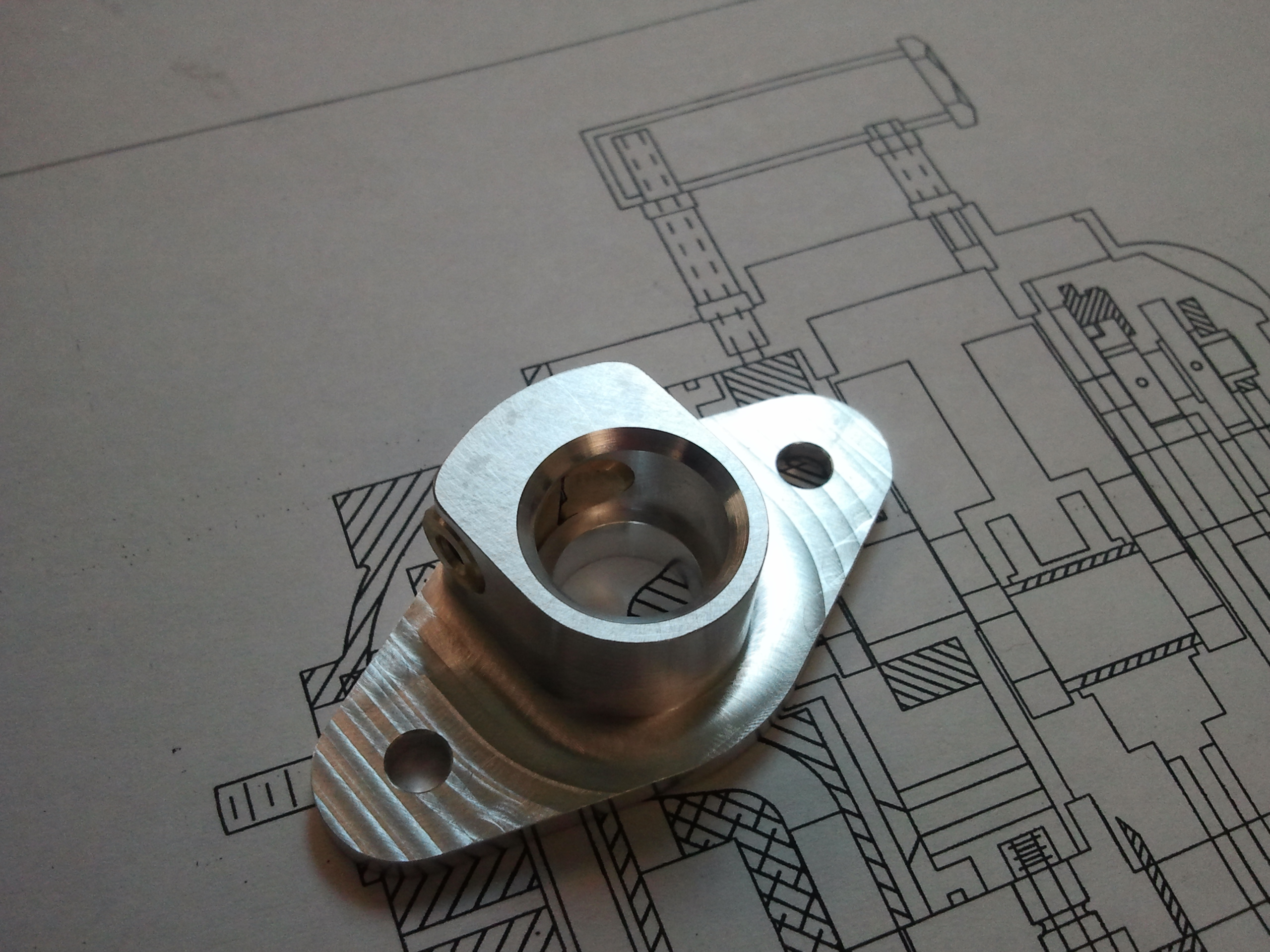 The carburetor mount was made from a 0.75″ x 1.3″ x 2.4″ piece of Aluminum 7075-T6, while the lock cylinder was made from Ø5/16″ yellow brass. I change the lock cylinder to a full split cotter, adjusted the outside perimeter of the carb mount to better match my rear cover casting, and reduced the size of the mounting studs to #10 to better fit the overall scale of the carb mount.
The carburetor mount was made from a 0.75″ x 1.3″ x 2.4″ piece of Aluminum 7075-T6, while the lock cylinder was made from Ø5/16″ yellow brass. I change the lock cylinder to a full split cotter, adjusted the outside perimeter of the carb mount to better match my rear cover casting, and reduced the size of the mounting studs to #10 to better fit the overall scale of the carb mount.
Hodgson Part 092, Air Guide
 The air guide was made from a 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
The air guide was made from a 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
Hodgson Part 091, Rear Cover Casting
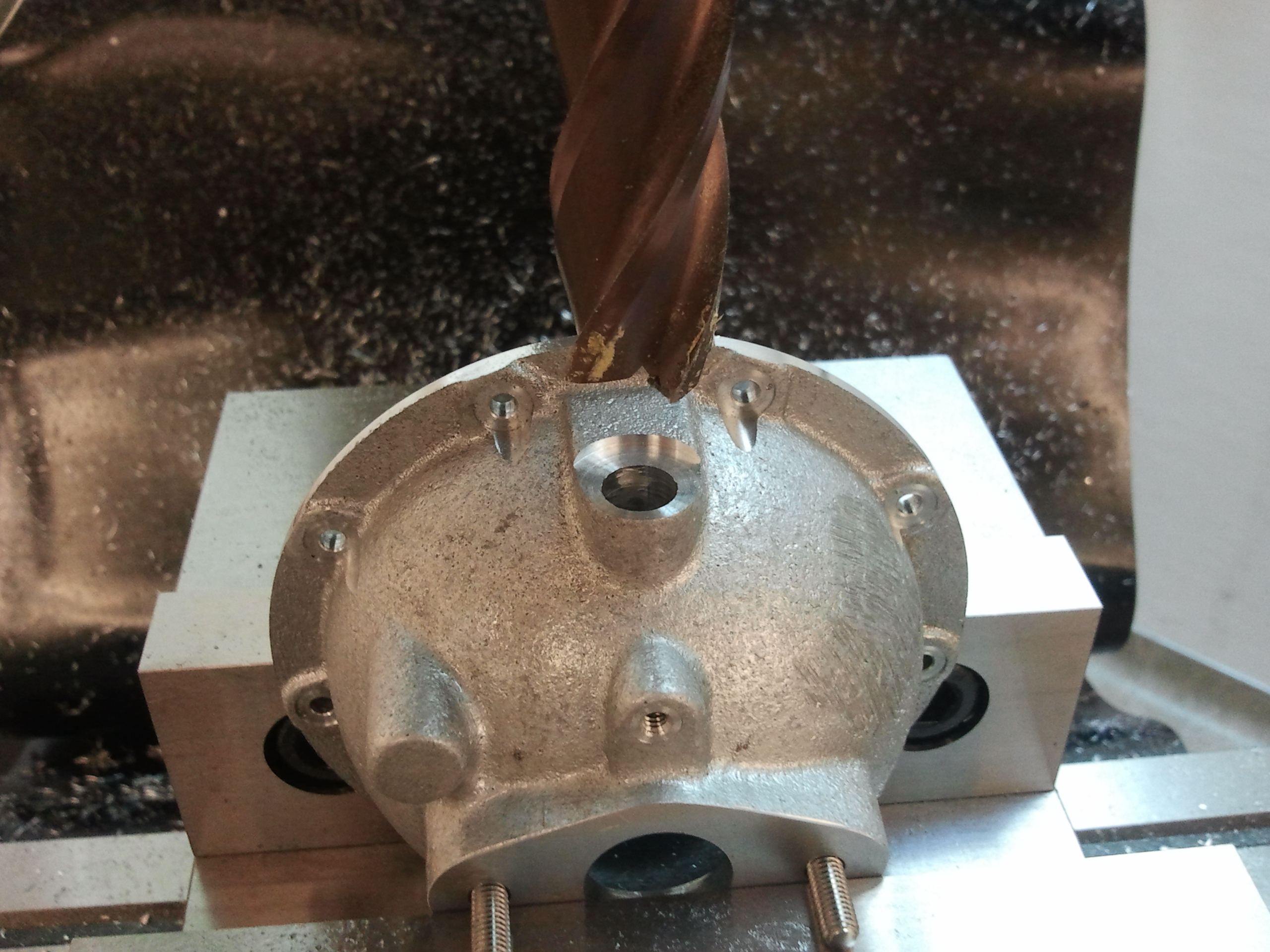 Before starting on the rear cover, you should complete the air guide since you may have to make some cuts in the casting that are not on the plans to get the air guide to fit. If you are making your own carb mount, you’ll want to review that page and finish most of the work on that as well to save yourself a little time later.
Before starting on the rear cover, you should complete the air guide since you may have to make some cuts in the casting that are not on the plans to get the air guide to fit. If you are making your own carb mount, you’ll want to review that page and finish most of the work on that as well to save yourself a little time later.
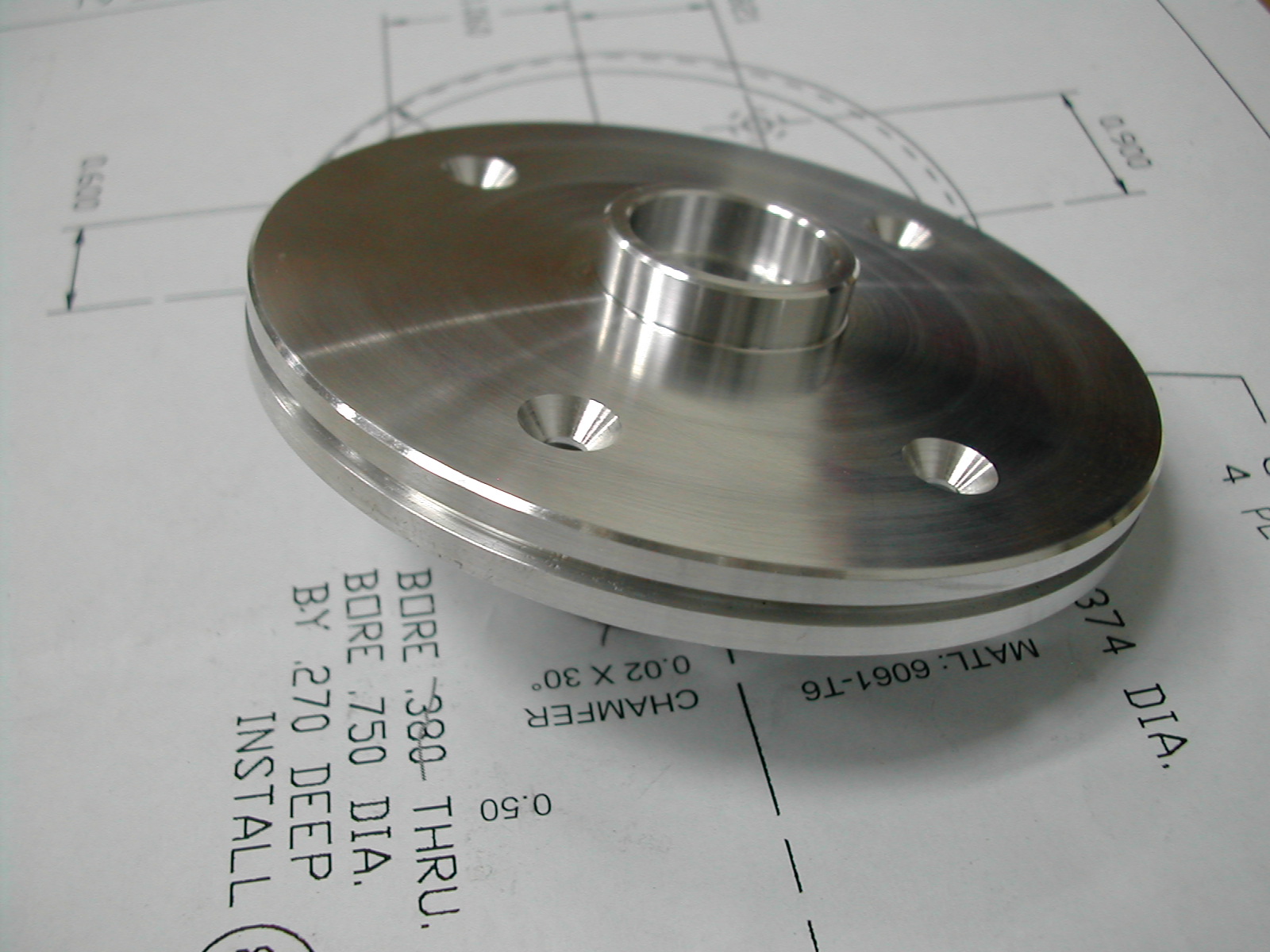
Hodgson Part 090, Rear Seal Plate Spacers
 I had some scrap Aluminum 7075-T6 left over from some other parts so I knocked off the corners until I could fit it into a collet. I then rough turned it down until is was round.
I had some scrap Aluminum 7075-T6 left over from some other parts so I knocked off the corners until I could fit it into a collet. I then rough turned it down until is was round.
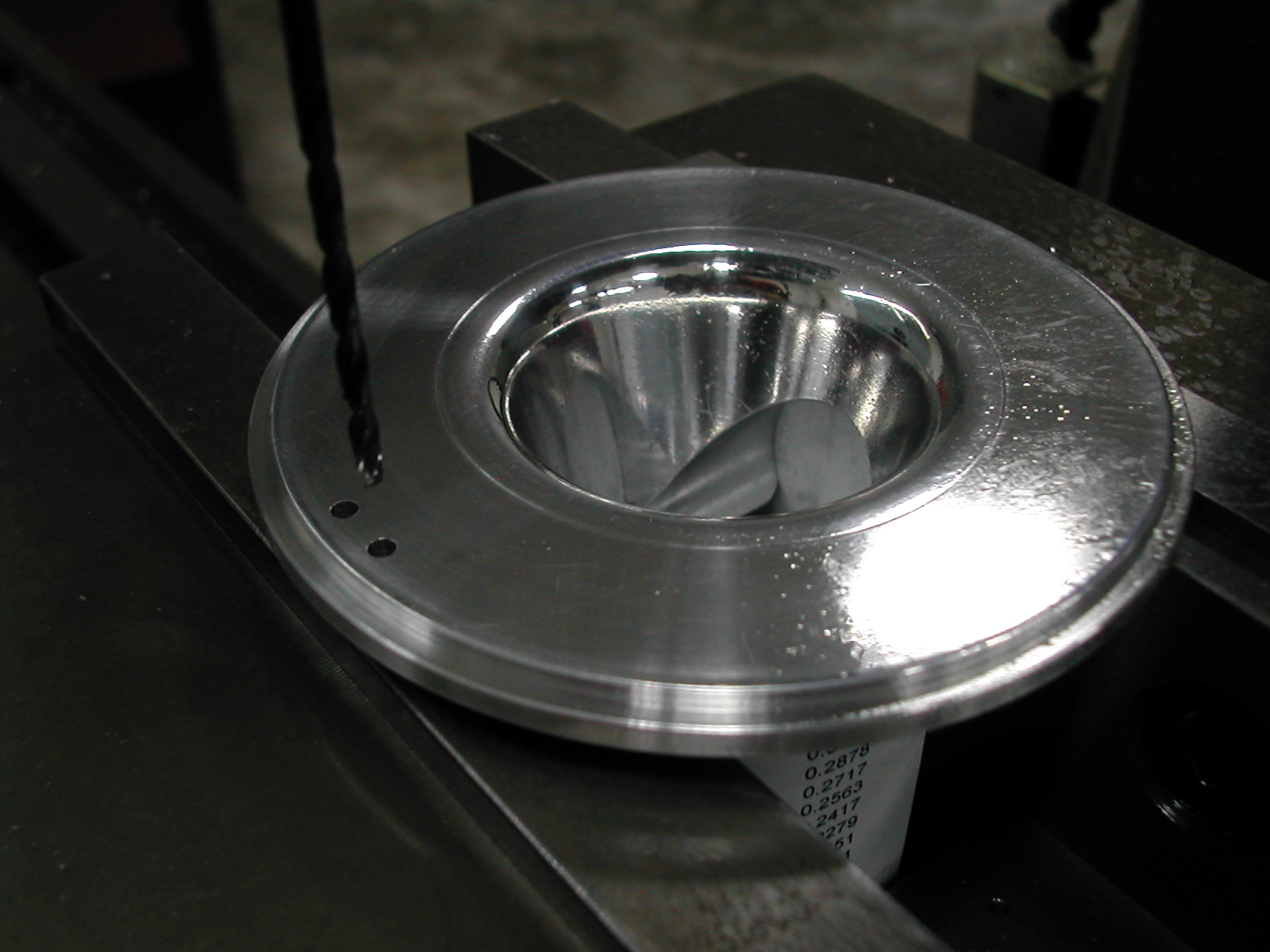
Hodgson Part 087, Rear Seal Plate
 The rear seal plate is one of the last parts to be made from my 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
The rear seal plate is one of the last parts to be made from my 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the front cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
Hodgson Parts 079-083, Oil Pump Gears & Shafts
 Many of the gears used in this engine need to be re-bored to a larger shaft size. There are drawings in the plans for holding fixtures to do this, but I found it easier just to use standard collets. This should also do a better job of maintaining concentricity between the bore and the gear O.D.
Many of the gears used in this engine need to be re-bored to a larger shaft size. There are drawings in the plans for holding fixtures to do this, but I found it easier just to use standard collets. This should also do a better job of maintaining concentricity between the bore and the gear O.D.
Hodgson Part 077, Oil Pump Housing
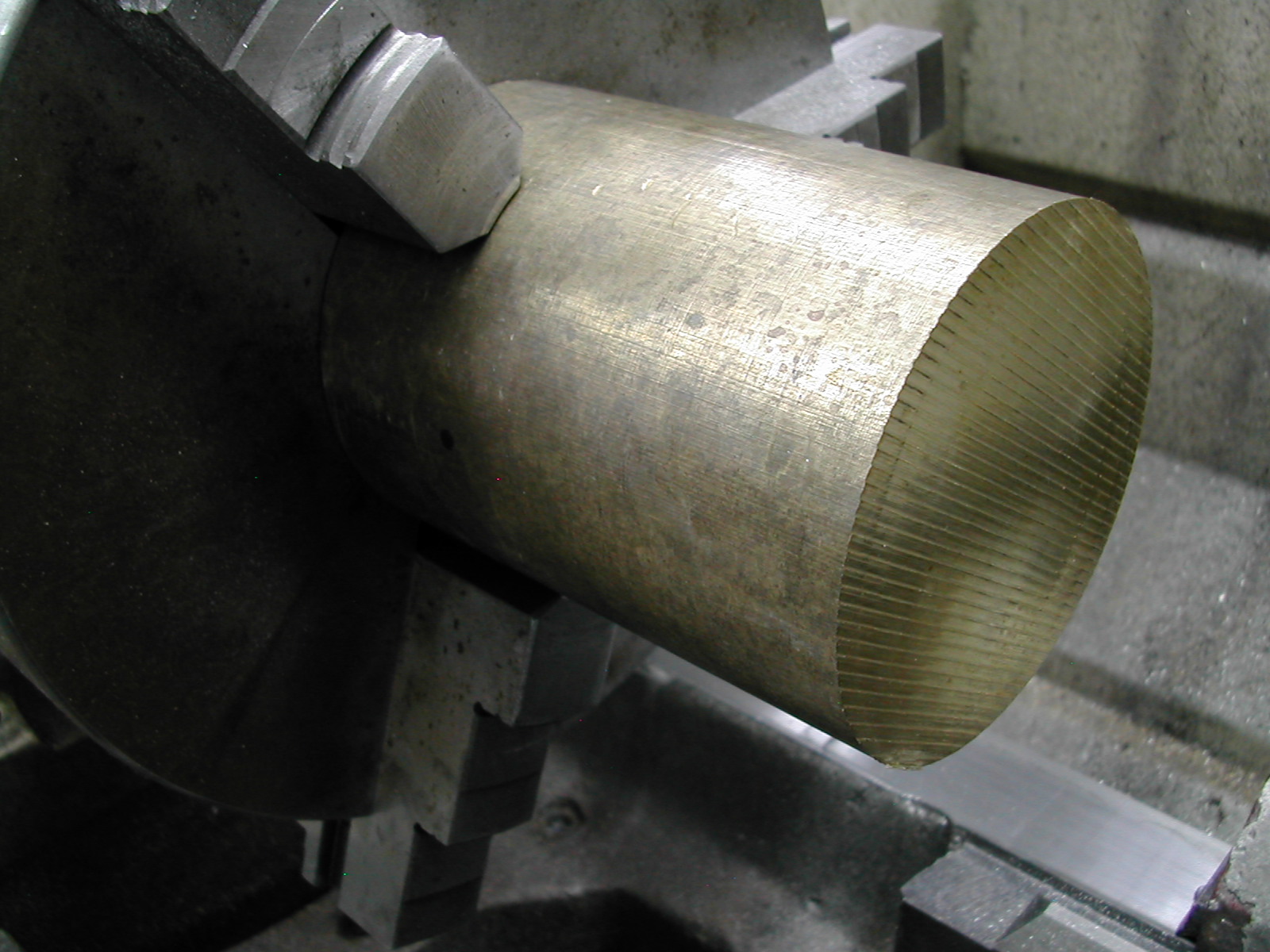 For the oil pump housing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.
For the oil pump housing, I chose C63000 nickel aluminum bronze (known as QAL9-4 bronze here in China). This material has high strength because of the added nickel and good wear resistance. The downside is this material is very “grabby” and tends to warp if you get it hot. Therefore, I’m going to machine it in two phases with a stress relieving operation in-between.