
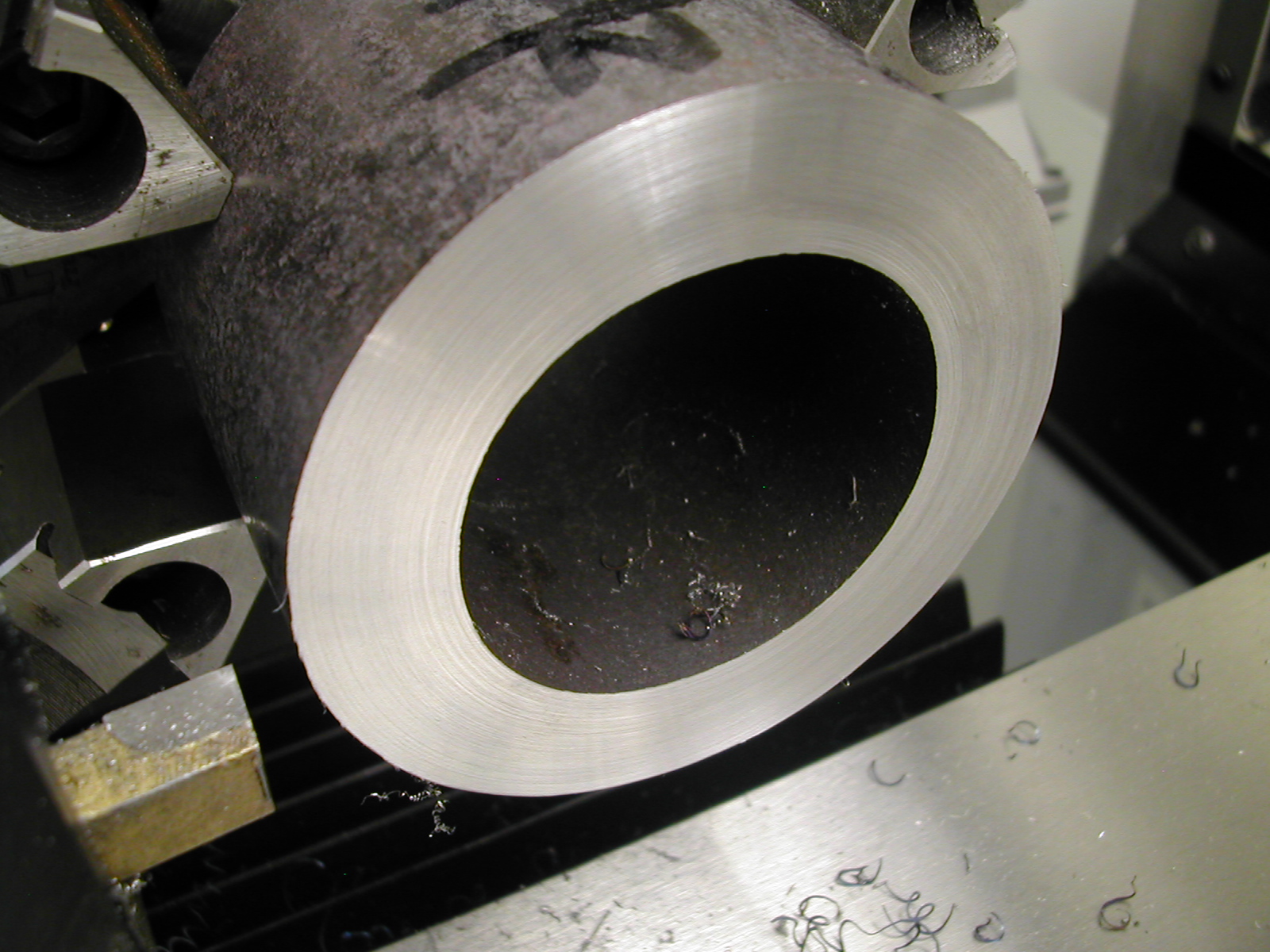
 The stock for the cam ring was a piece of heavy-wall 4142 tubing, 3.25″ x 2.0″ in the annealed condition. You can used pre-hardened material, but if you do, you’ll need to anneal it before re-hardening and tempering.
The stock for the cam ring was a piece of heavy-wall 4142 tubing, 3.25″ x 2.0″ in the annealed condition. You can used pre-hardened material, but if you do, you’ll need to anneal it before re-hardening and tempering.
Hodgson Part 014/015, Gears and Assembly
 Many of the gears used in this engine need to be re-bored to a larger shaft size. There are drawings in the plans for holding fixtures to do this, but I found it easier just to use standard collets. This should also do a better job of maintaining concentricity between the bore and the gear O.D.
Many of the gears used in this engine need to be re-bored to a larger shaft size. There are drawings in the plans for holding fixtures to do this, but I found it easier just to use standard collets. This should also do a better job of maintaining concentricity between the bore and the gear O.D.
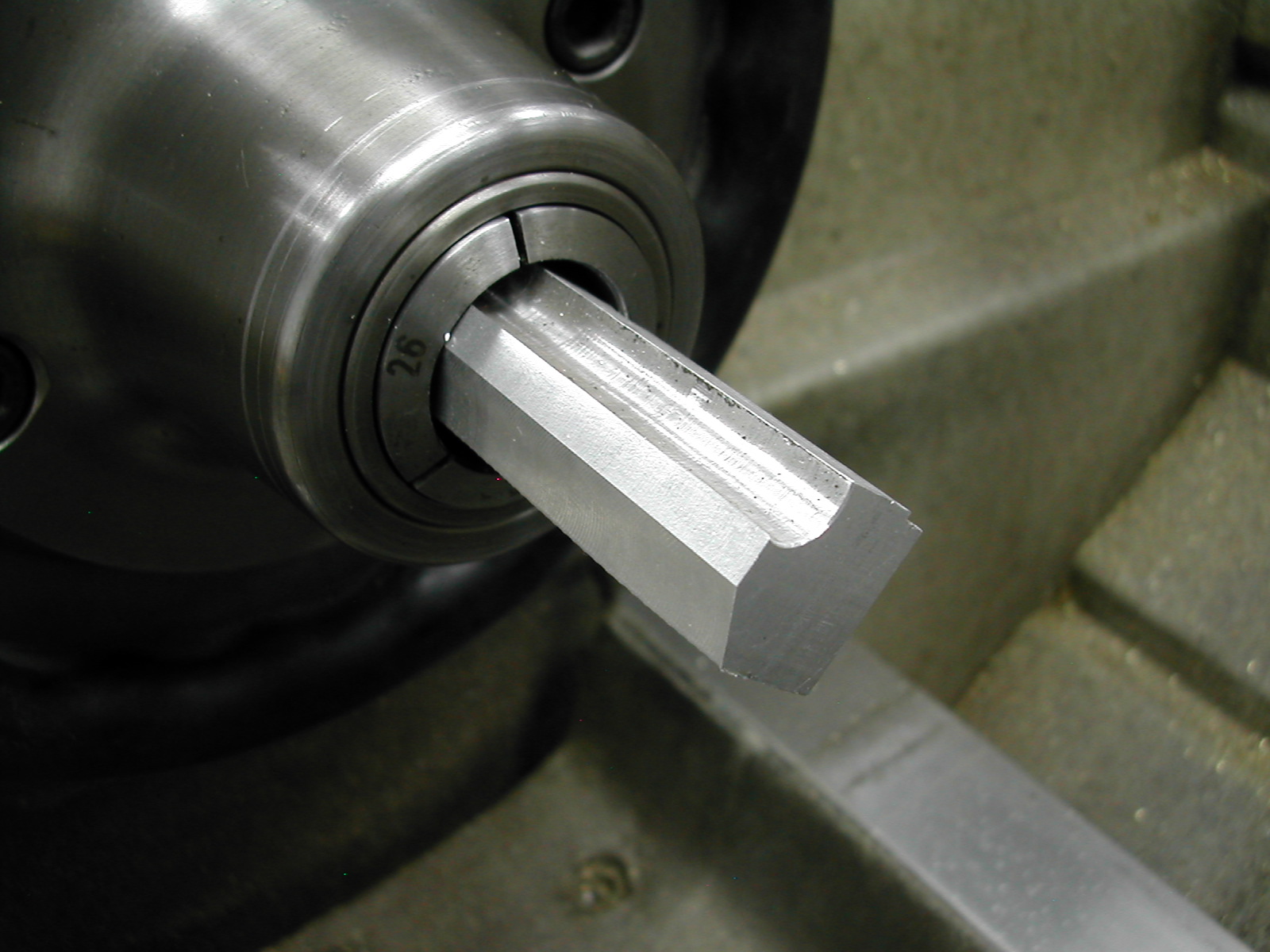
Hodgson Part 013, Jackshaft
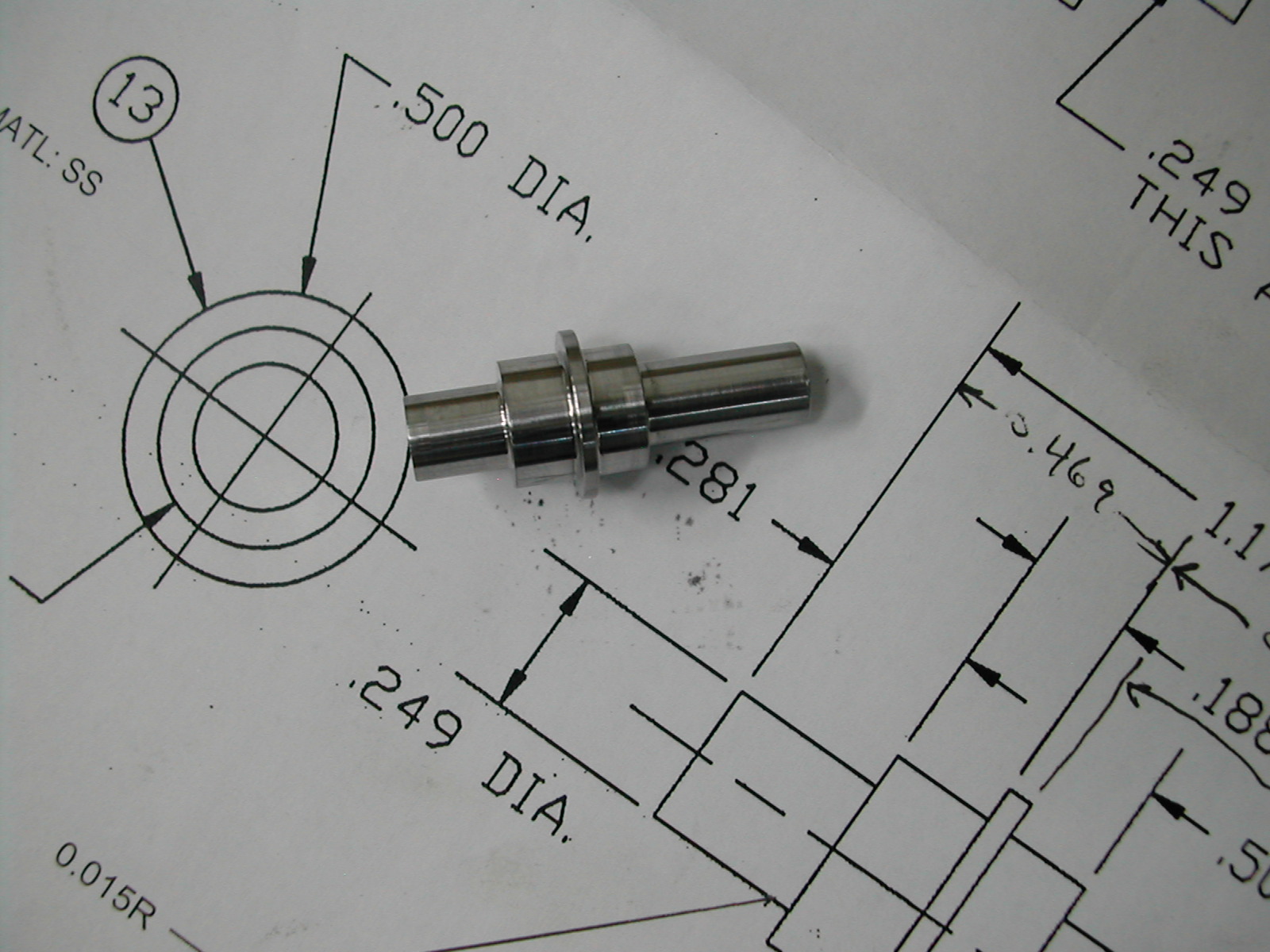 I’ve mentioned before that obtaining quality material is one of my biggest problems here in China. Well, a corollary to that is that when I do have material, it’s probably not in the easiest-to-use form. For the jackshaft, I used a drop from a piece of 416 stainless plate that had been hardened to Rc35.
I’ve mentioned before that obtaining quality material is one of my biggest problems here in China. Well, a corollary to that is that when I do have material, it’s probably not in the easiest-to-use form. For the jackshaft, I used a drop from a piece of 416 stainless plate that had been hardened to Rc35.
Hodgson Part 012, Cam Retainer Plate Spacers
 I had some scrap 7075-T6 aluminum left over from some other parts so I knocked off the corners until I could fit it into a collet. I then rough turned it down until is was round.
I had some scrap 7075-T6 aluminum left over from some other parts so I knocked off the corners until I could fit it into a collet. I then rough turned it down until is was round.
Hodgson Part 009/110, Cam Pad Support and Retainer Pad
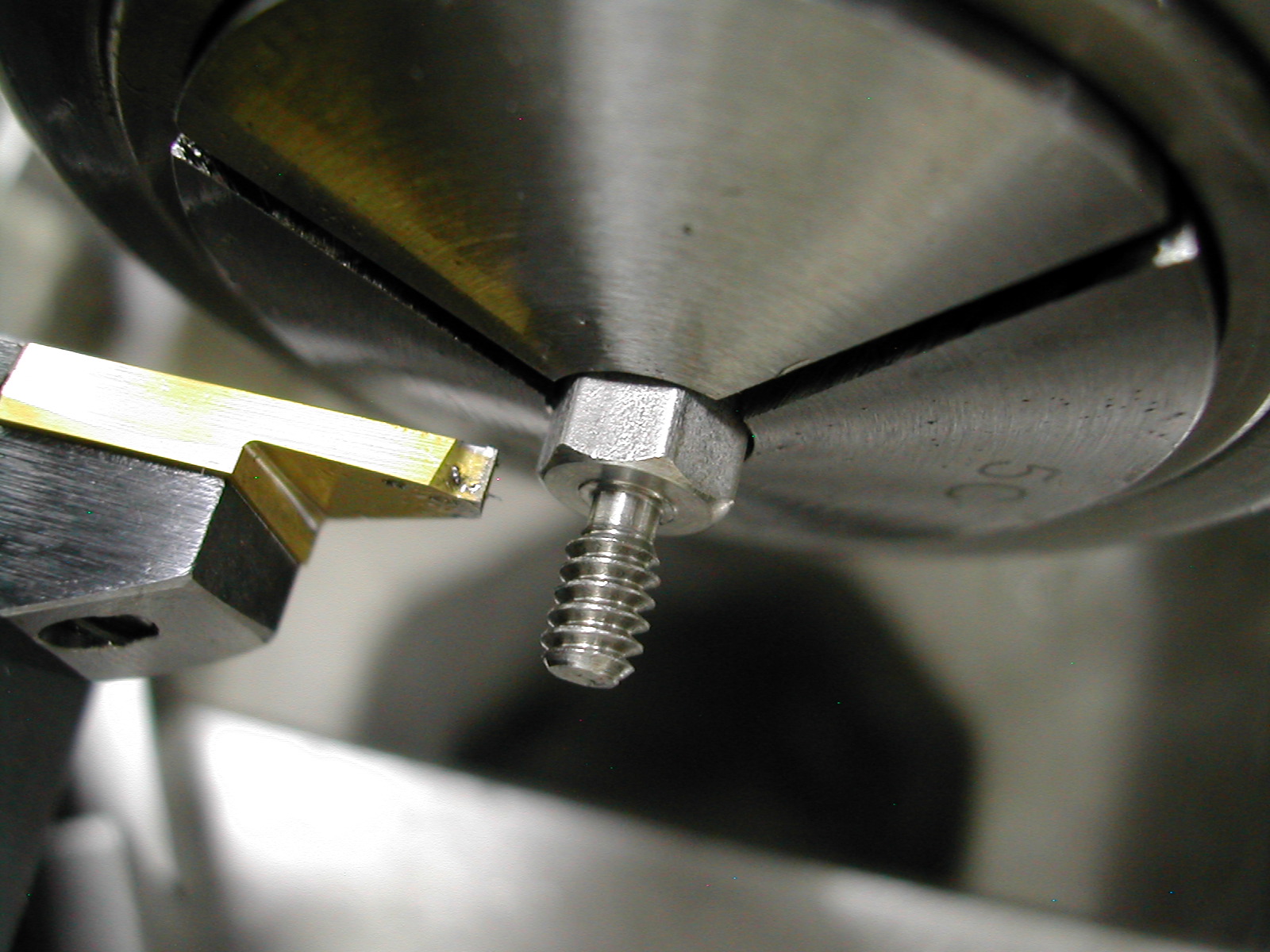 To save myself a little work, I used some stainless steel 6-32 hex threaded circuit board stand-offs to make the Cam Pad Supports. The spacers I bought were 18-8 SS, Male-Female, 1/4″ Hex, 6-32 Screw Size from McMaster-Carr, P/N 91075A444.
To save myself a little work, I used some stainless steel 6-32 hex threaded circuit board stand-offs to make the Cam Pad Supports. The spacers I bought were 18-8 SS, Male-Female, 1/4″ Hex, 6-32 Screw Size from McMaster-Carr, P/N 91075A444.
Hodgson Part 008, Cam Retainer Plate
 The cam retainer plate started life as a piece of 8mm thick 7075-T6 aluminum plate, so the first thing to do was to turn it into a 0.125″ thick piece.
The cam retainer plate started life as a piece of 8mm thick 7075-T6 aluminum plate, so the first thing to do was to turn it into a 0.125″ thick piece.
Hodgson Part 007, Front Cover
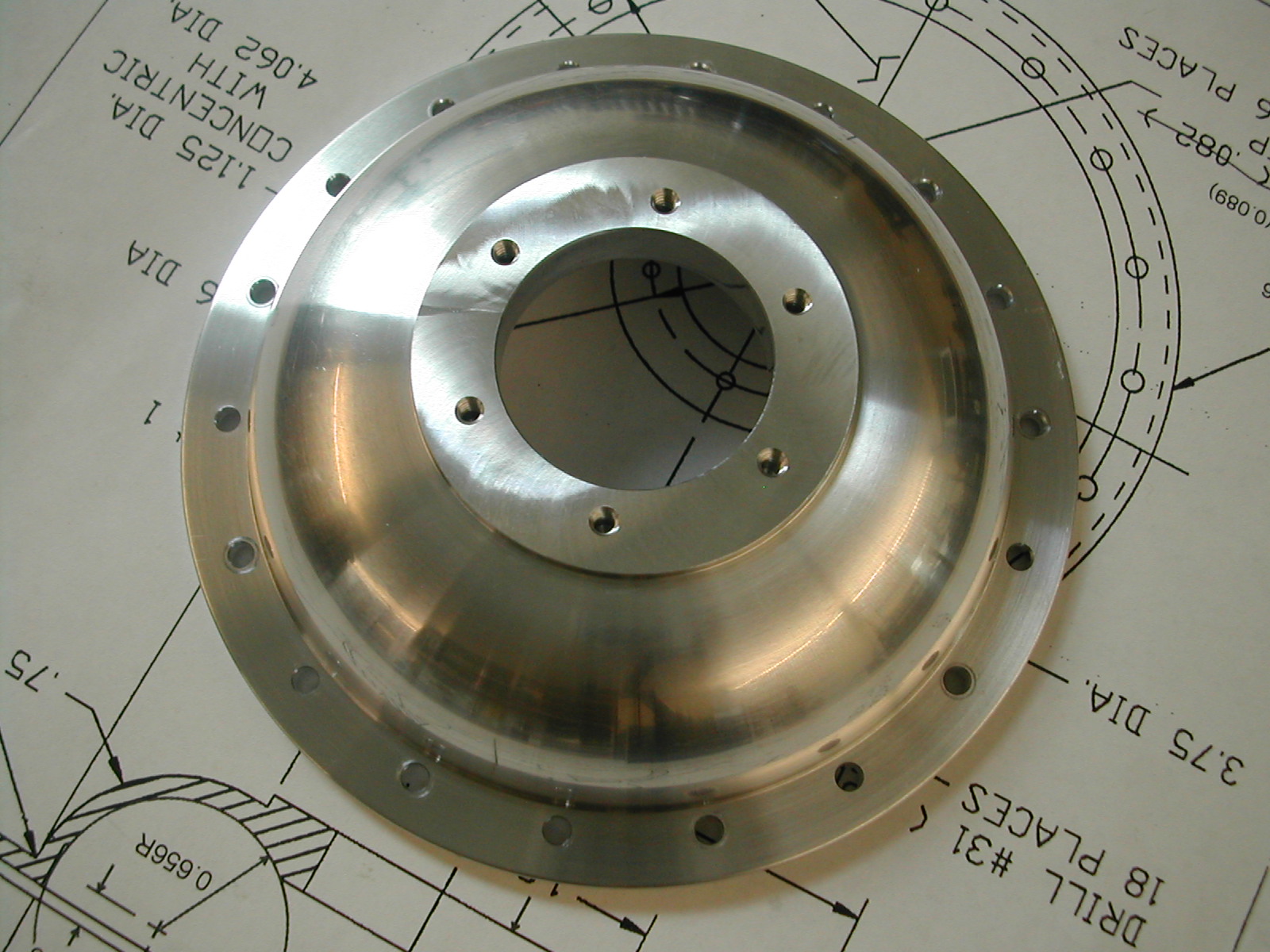 The front cover started life as a 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
The front cover started life as a 125mm diameter by 300mm piece of Aluminum 7075-T6. I bought a stick of this long enough to make the cover, crankcase, rear seal plate, air guide, impeller, and a few fixtures. The diameter was needed to accommodate the crankcase so I did end up wasting a little material on the other parts.
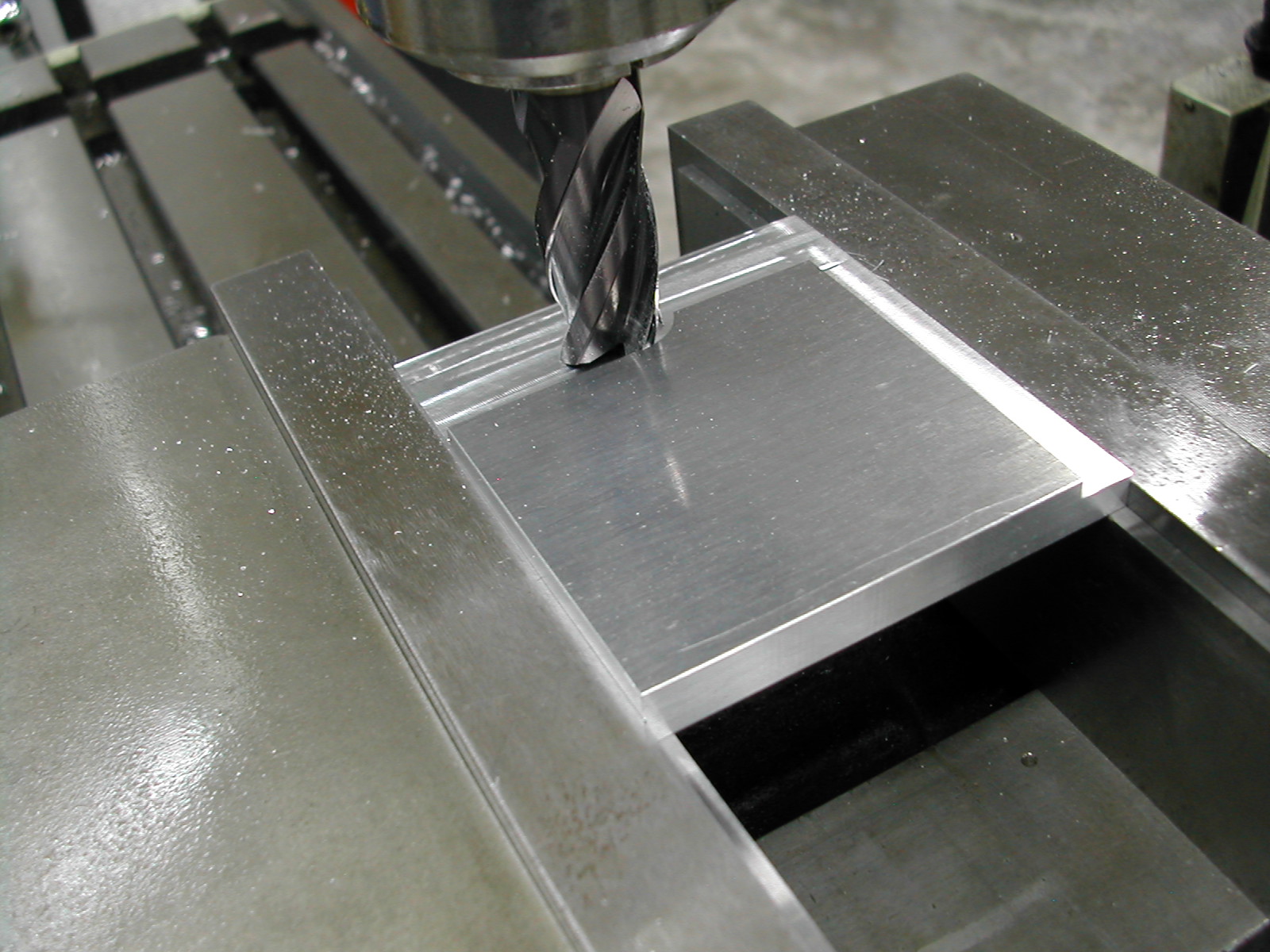
Hodgson Part 005, Bearing Retainer Plate
After almost a 2-year hiatus, I was able to restart the Hodgson project. I have a small machine shop in the lab where I work at Harvard so I have a little opportunity to play on nights and weekends.
 I used a piece 2″ x 2″ square of 0.125″ of Aluminum 7075-T6 plate to make the front bearing retainer. A 3/8″ hole was drilled in the center of the piece to mount it to a scrap tooling plate in the mill vise, and the center of the part was zeroed.
I used a piece 2″ x 2″ square of 0.125″ of Aluminum 7075-T6 plate to make the front bearing retainer. A 3/8″ hole was drilled in the center of the piece to mount it to a scrap tooling plate in the mill vise, and the center of the part was zeroed.
Quorn Part 200, Wheelhead Collar
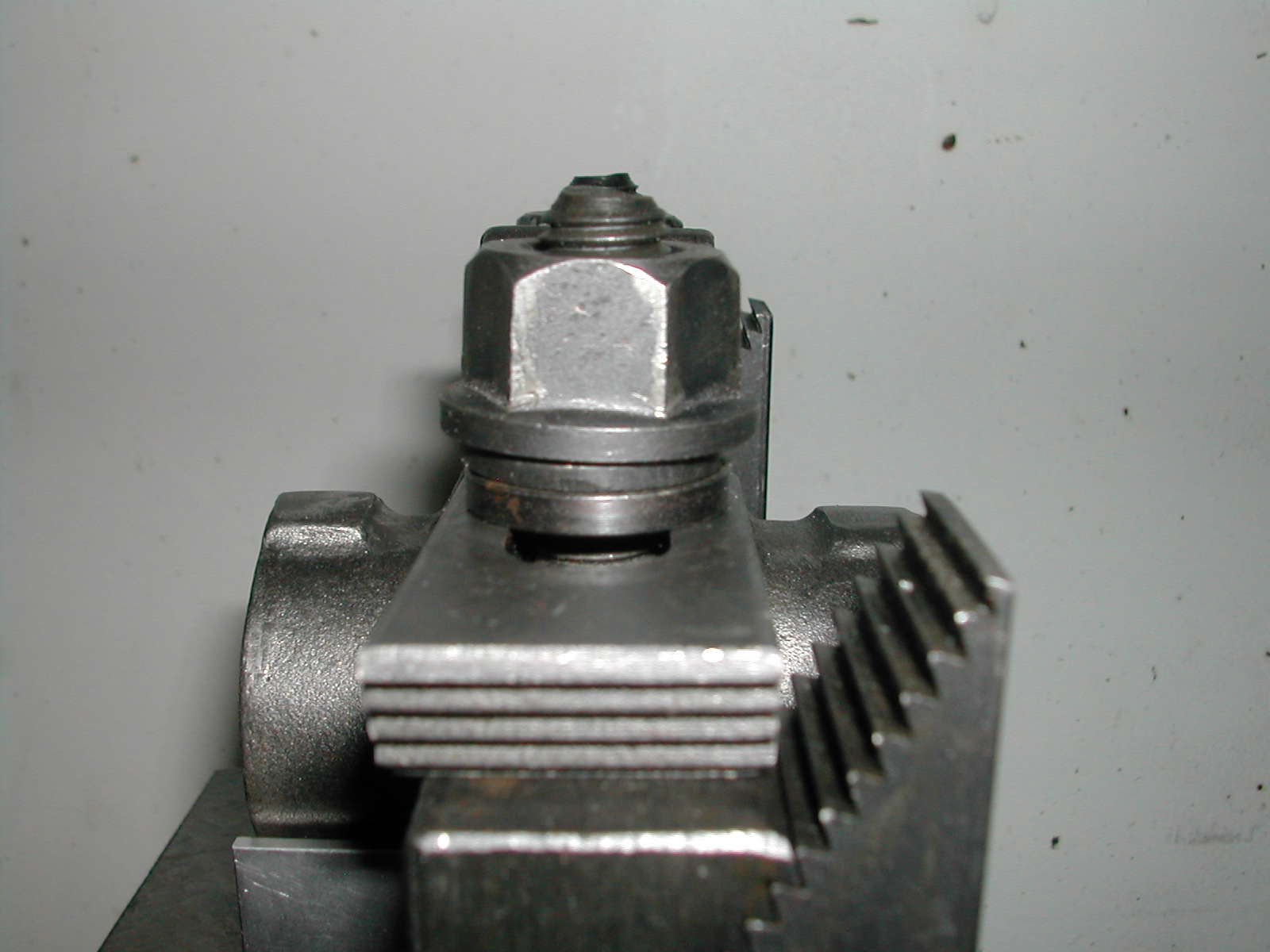 Once again I had a casting that, based on my measurements and CAD models, wasn’t going to clean up completely. There are two pads on the wheelhead collar that get a 1″ radius clearing cut.
Once again I had a casting that, based on my measurements and CAD models, wasn’t going to clean up completely. There are two pads on the wheelhead collar that get a 1″ radius clearing cut.
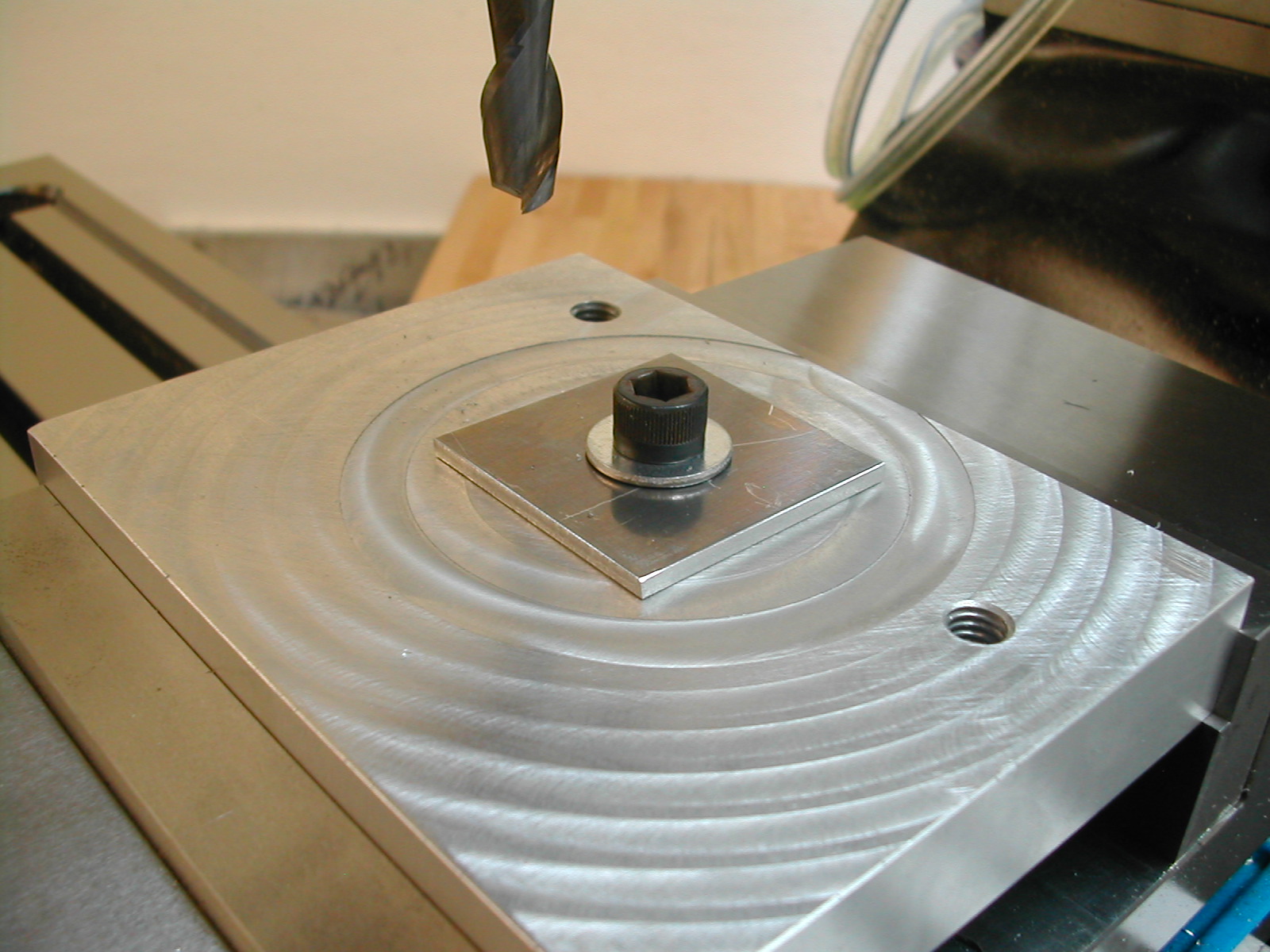
Quorn Part 104, Wheelhead Column
 I had a slight problem when making my wheelhead column. I couldn’t find any competent machine shop with a 4-axis CNC mill to run the spiral groove. So, I needed to come up with a way that I could do it myself with the manual machines I had at my disposal. My gearhead lathe couldn’t cut a 2TPI thread so I had to find a way to make this part on the mill.
I had a slight problem when making my wheelhead column. I couldn’t find any competent machine shop with a 4-axis CNC mill to run the spiral groove. So, I needed to come up with a way that I could do it myself with the manual machines I had at my disposal. My gearhead lathe couldn’t cut a 2TPI thread so I had to find a way to make this part on the mill.