
 The bed bars are very simple parts. I choose to make mine 1″ longer than Chaddock did. And in order to keep rusting to a minimum I made mine out of 440 stainless, which was heat treated to 35HRc before grinding to finished diameter.
The bed bars are very simple parts. I choose to make mine 1″ longer than Chaddock did. And in order to keep rusting to a minimum I made mine out of 440 stainless, which was heat treated to 35HRc before grinding to finished diameter.
Quorn Parts 100/101, The Bases
 When dealing with castings, you have to remember that shrinkage, pattern mismatch, mis-located cores, and uneven surfaces can all contribute to making these parts hard to deal with. I was forewarned and ready to deal with the cored holes not being in the exact center of where the final holes needed to be, but when measuring the left base casting for my CAD model, I discovered that it was about 0.1″ short.
When dealing with castings, you have to remember that shrinkage, pattern mismatch, mis-located cores, and uneven surfaces can all contribute to making these parts hard to deal with. I was forewarned and ready to deal with the cored holes not being in the exact center of where the final holes needed to be, but when measuring the left base casting for my CAD model, I discovered that it was about 0.1″ short.
Quorn Split Cotters
 Like many others building Quorns, I decided to incorporate split cotters instead of splitting the castings as envisioned by Chaddock. One of the major problems with Chaddock’s design is the tendency for the painstakingly bored and lapped holes in the castings to close up when the casting is split and no longer allow the shafts to move freely.
Like many others building Quorns, I decided to incorporate split cotters instead of splitting the castings as envisioned by Chaddock. One of the major problems with Chaddock’s design is the tendency for the painstakingly bored and lapped holes in the castings to close up when the casting is split and no longer allow the shafts to move freely.
Quorn Ball Handles
 There are two sizes of Quorn ball handles, the large and the small. Ten large, and nine small — all are made in exactly the same manner. I’m not a big fan of rust on machine tools, and these ball handles are used constantly so I felt that painting or plating would eventually wear off. Therefore, I decided to use stainless steel for my ball handles and give them a buffed finish. Before cutting, I made some quick sketches of the handles to make sure my ball turner would have clearance and finalize the process plan.
There are two sizes of Quorn ball handles, the large and the small. Ten large, and nine small — all are made in exactly the same manner. I’m not a big fan of rust on machine tools, and these ball handles are used constantly so I felt that painting or plating would eventually wear off. Therefore, I decided to use stainless steel for my ball handles and give them a buffed finish. Before cutting, I made some quick sketches of the handles to make sure my ball turner would have clearance and finalize the process plan.
Tree Climbing
 I learned to climb when I needed to take down about 25 old dangerous white pines at our CT house, and the skill has come in handy here at our MA house too. I’ve got all the trees down now that need climbing, the rest can be felled from the ground, but I’m glad I had the skill for when I needed it.
I learned to climb when I needed to take down about 25 old dangerous white pines at our CT house, and the skill has come in handy here at our MA house too. I’ve got all the trees down now that need climbing, the rest can be felled from the ground, but I’m glad I had the skill for when I needed it.
Cut Knurling Tool Final Assembly
Final Assembly
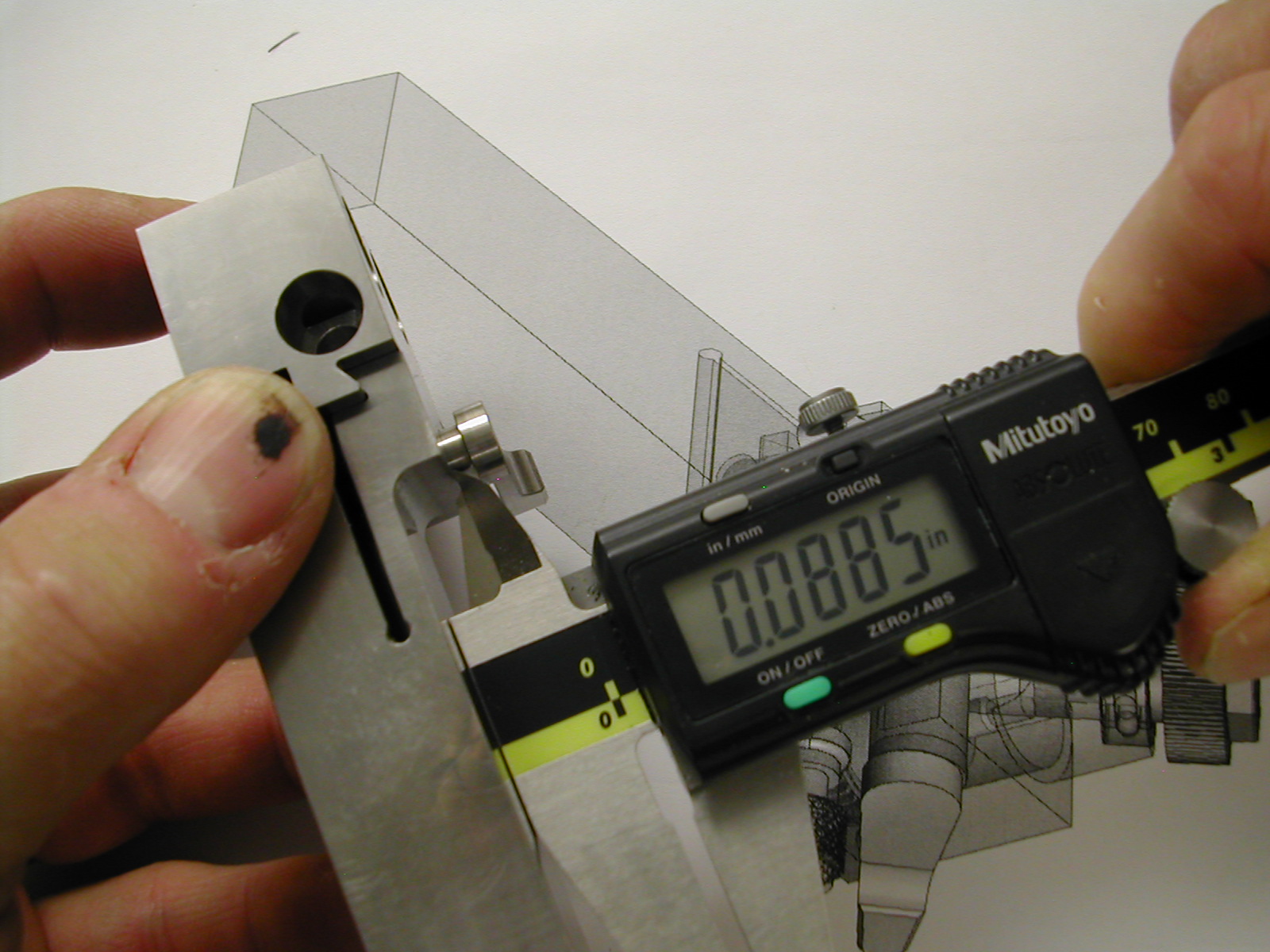 I began the final assembly with the fitting of the levers. First the height adjust lock lever was installed and a measurement was taken for a test shim. I added an extra 0.01″ to account for the fact that the lever was not tightened at this point. A quick test shim was made without the locking lip.
I began the final assembly with the fitting of the levers. First the height adjust lock lever was installed and a measurement was taken for a test shim. I added an extra 0.01″ to account for the fact that the lever was not tightened at this point. A quick test shim was made without the locking lip.
Height Adjustment Mechanism
Details 9-11, the Height Adjustment Mechanism
 Detail 9, the Height Screw Nut is very straight forward, but I didn’t have any 3/16″ brass to start with so I’m turning down some 7/16″ stock which was itself oversize and wouldn’t fit my 7/16″ collet.
Detail 9, the Height Screw Nut is very straight forward, but I didn’t have any 3/16″ brass to start with so I’m turning down some 7/16″ stock which was itself oversize and wouldn’t fit my 7/16″ collet.
Locking Levers
Details 13-15, the Locking Levers and Screws
 I decided to challenge myself here a little and instead of making the two piece lever/screw combinations as presented in the article, I chose to make mine in a single piece and again out of the hardened Stainless Steel. So this task begins by knocking down some round stock. My blanks will be 2.5″ long – that’s 3/4″ longer than the Spindle Housing Lock Screw to give me something to chuck on in the lathe.
I decided to challenge myself here a little and instead of making the two piece lever/screw combinations as presented in the article, I chose to make mine in a single piece and again out of the hardened Stainless Steel. So this task begins by knocking down some round stock. My blanks will be 2.5″ long – that’s 3/4″ longer than the Spindle Housing Lock Screw to give me something to chuck on in the lathe.
Spindle Housing
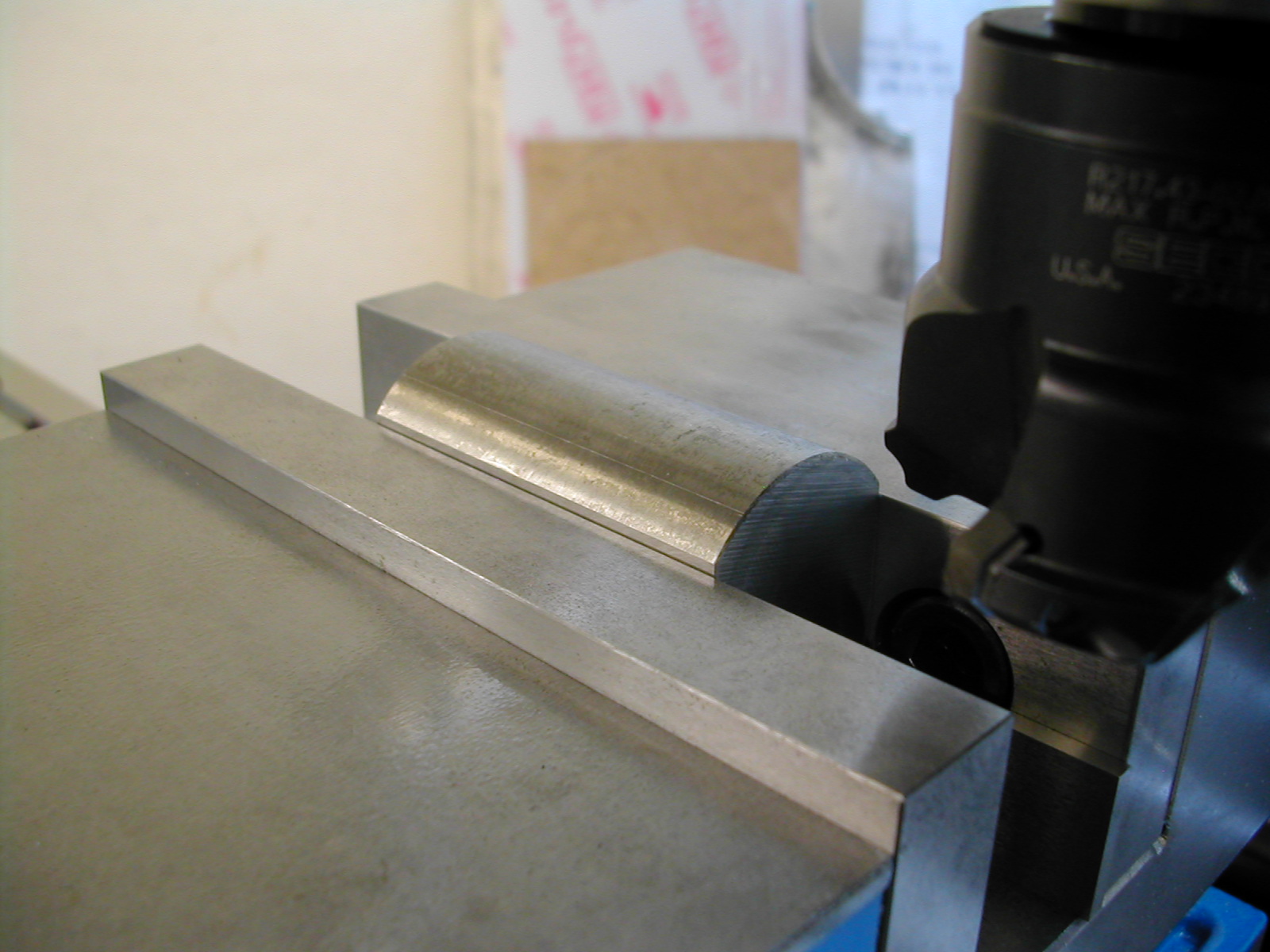
Detail 02, the Spindle Housing
 Since I started the Spindle Housings while working on the gears, it was time to finish them. I started by constructing my tooling block to hold the housings while machining the business end. I’m not a big fan of layout fluid, scribing, and center punching so all of my machining was done in the mill using an edge finder and DRO for positioning.
Since I started the Spindle Housings while working on the gears, it was time to finish them. I started by constructing my tooling block to hold the housings while machining the business end. I’m not a big fan of layout fluid, scribing, and center punching so all of my machining was done in the mill using an edge finder and DRO for positioning.
Small and Large Gears
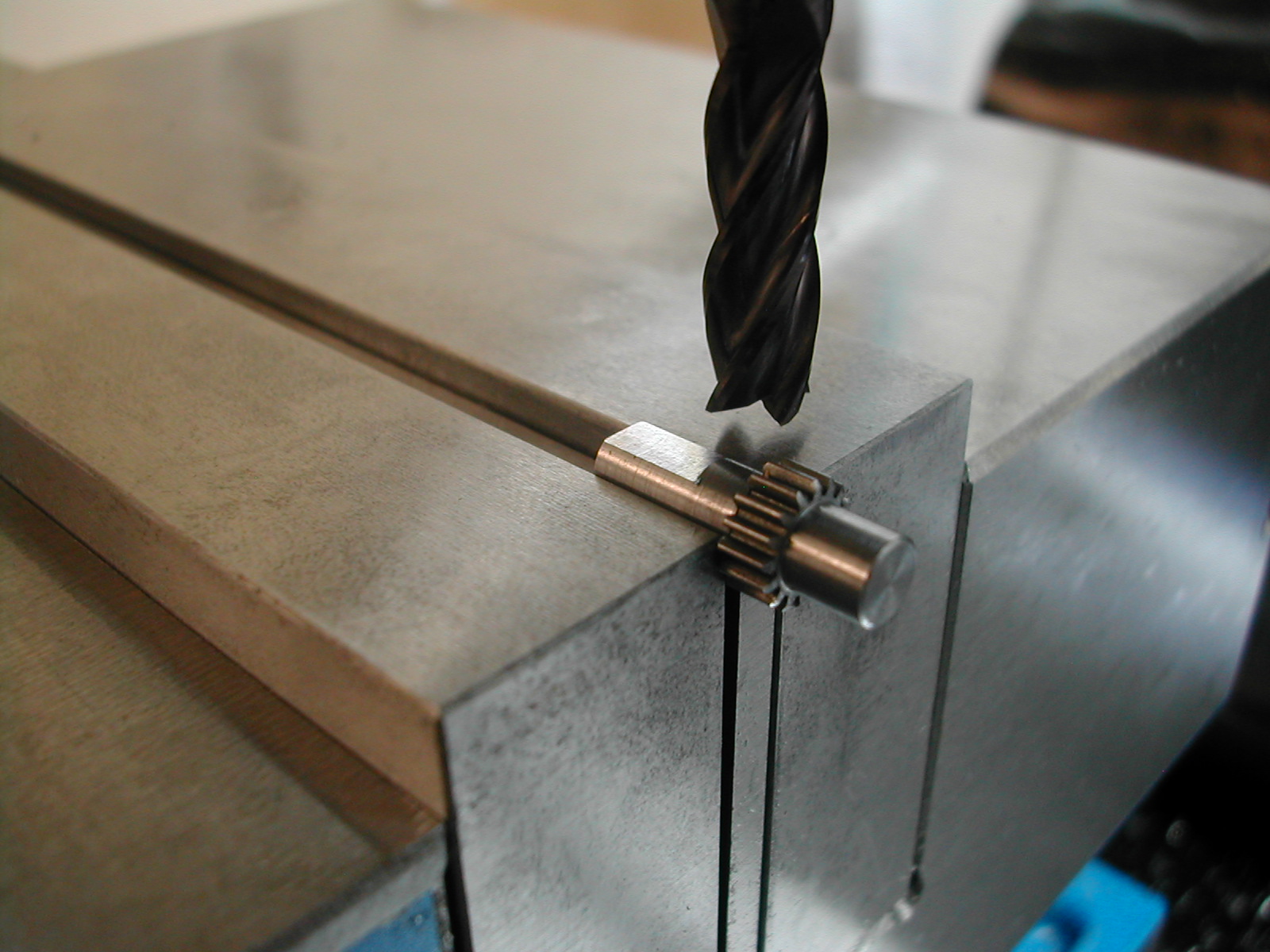 Details 19 & 20, the Small and Large Gears
Details 19 & 20, the Small and Large Gears
In Michael’s article, he presents an excellent write-up on gear design and a pseudo-hobbing technique to make custom gears. I didn’t have the tool steel to make the cutter, nor the time to actually cut the gears so I threw a little money at the problem instead. Stock Drive Products/Sterling Instrument is a great company for small mechanical components. Their 64 D.P. 20° Pressure Angle pinion wire Continue reading