
 With the bellhousing finished, it was time to move on to the flywheel. This 76lb chunk of cast iron needed to be modified to maintain the same setback (bellhousing flange to flywheel face) dimension as the Iveco setup. The pilot bore needed to be changed to fit the transmission torque converter, and new mounting holes for the flex plate needed to be drilled and counterbored.
With the bellhousing finished, it was time to move on to the flywheel. This 76lb chunk of cast iron needed to be modified to maintain the same setback (bellhousing flange to flywheel face) dimension as the Iveco setup. The pilot bore needed to be changed to fit the transmission torque converter, and new mounting holes for the flex plate needed to be drilled and counterbored.
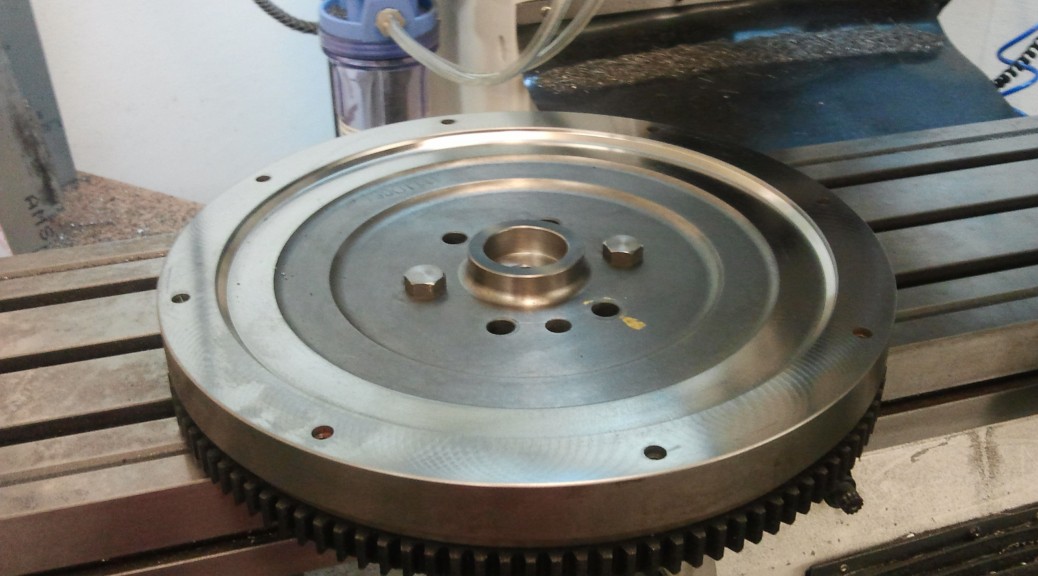
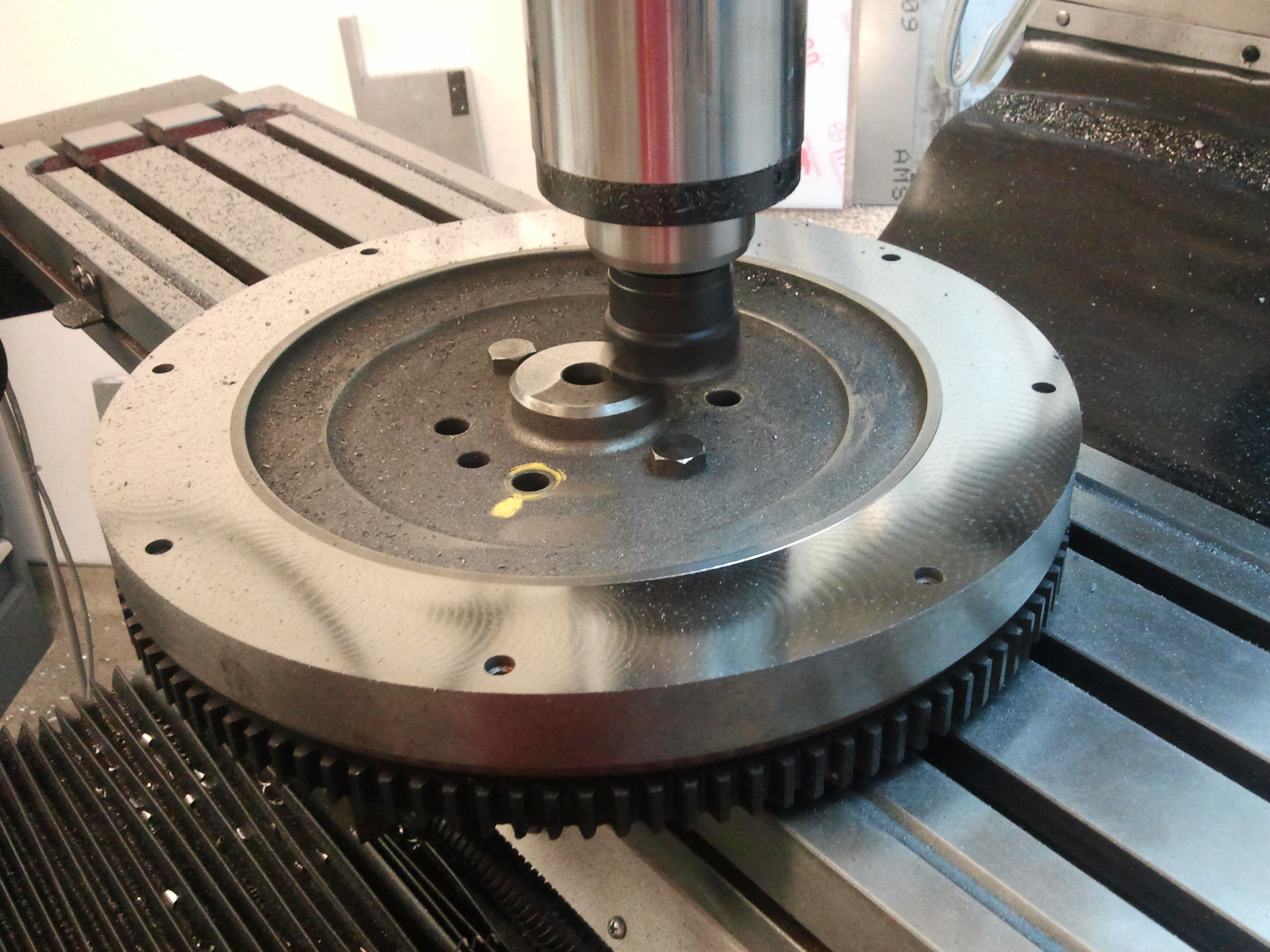 After leveling and indicating the flywheel on the mill, I started off by machining the outer rim and pilot boss to the new crankshaft to flywheel face dimension I had calculated. Once again, this took almost all of my machine travel in the Y direction.
After leveling and indicating the flywheel on the mill, I started off by machining the outer rim and pilot boss to the new crankshaft to flywheel face dimension I had calculated. Once again, this took almost all of my machine travel in the Y direction.
 Next a recess was cut to provide clearance for the flexplate and the pilot bore was enlarged to fit the torque converter alignment boss.
Next a recess was cut to provide clearance for the flexplate and the pilot bore was enlarged to fit the torque converter alignment boss.
 Finally, the flywheel was flipped and new torque converter bolt holes were drilled and counterbored. Total material removed was about 4lbs.
Finally, the flywheel was flipped and new torque converter bolt holes were drilled and counterbored. Total material removed was about 4lbs.