 The master rod was made from a piece of aluminum 7075-T651 sawn from plate.
The master rod was made from a piece of aluminum 7075-T651 sawn from plate.
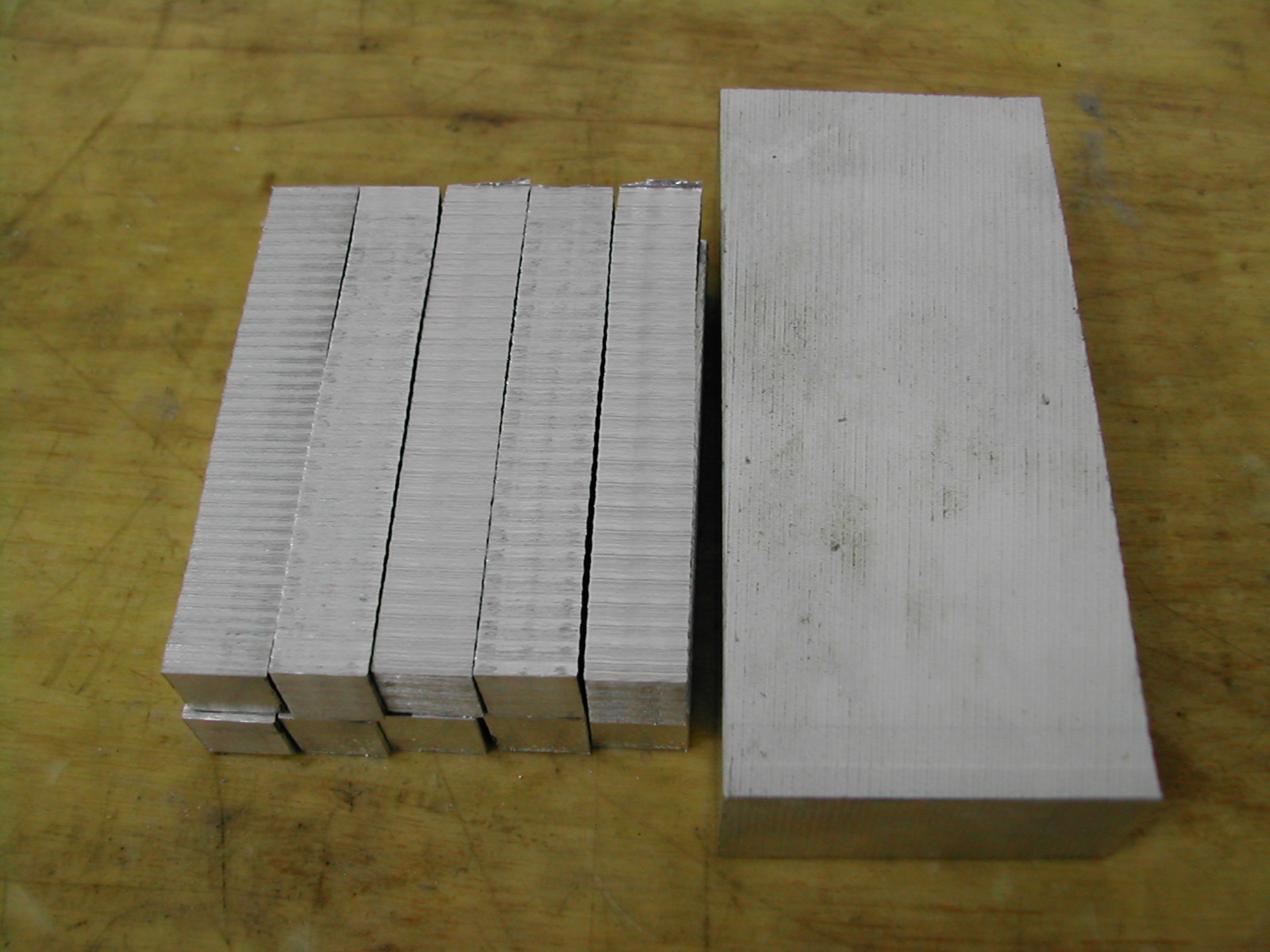
One master rod and ten slave rod blanks ready for squaring.

The master rod was made from a piece of aluminum 7075-T651 sawn from plate.
One master rod and ten slave rod blanks ready for squaring.
The main rod bearing was a purchased SAE660 bronze sleeve bearing p/n 6381K528 available from McMaster-Carr. It has the correct I.D., but the O.D. is larger and the length is a little long as well.
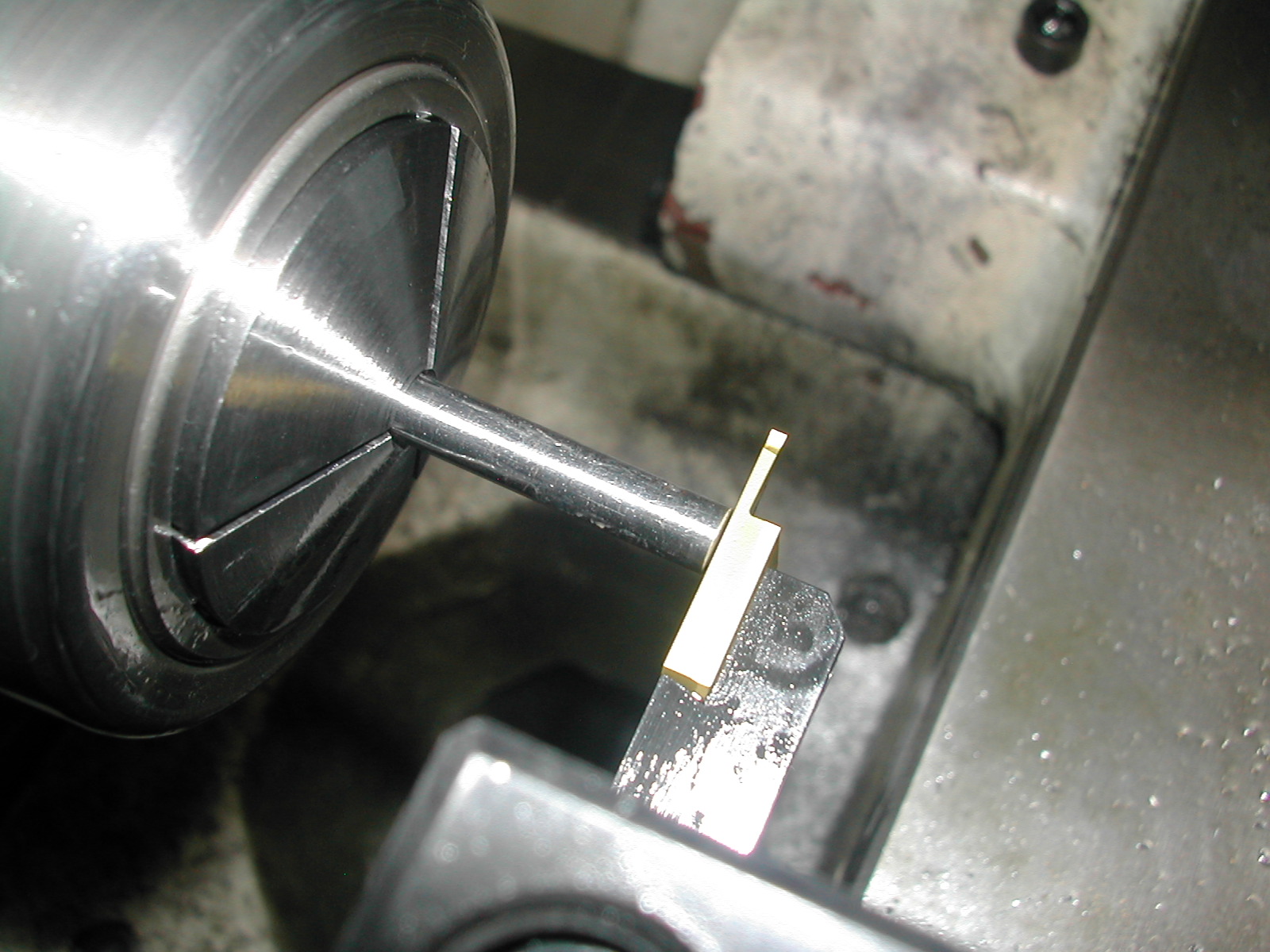
 First step is to make a little 9/16″ expansion arbor to hold the bushing for machining. This was a scrap piece of aluminum tapped with a 1/8″ pipe thread and then split with a hacksaw while still chucked in the collet.
First step is to make a little 9/16″ expansion arbor to hold the bushing for machining. This was a scrap piece of aluminum tapped with a 1/8″ pipe thread and then split with a hacksaw while still chucked in the collet.
The slave rods were made from a piece of aluminum 7075-T651 sawn from plate.
 Here’s the material sawn up for the master rod and the slave rods. Everything was sawn about 0.1″ oversize in all dimensions to all for clean up.
Here’s the material sawn up for the master rod and the slave rods. Everything was sawn about 0.1″ oversize in all dimensions to all for clean up.
 Finally, a nice simple part if you ignore the 0.018″ snap ring grooves. I started with some 12L14 unhardened precision ground shafting from McMaster-Carr. This shafting, p/n 1327k52, has a diametrical tolerance of +0.0000″ to -0.0002″ with a 10rms surface finish.
Finally, a nice simple part if you ignore the 0.018″ snap ring grooves. I started with some 12L14 unhardened precision ground shafting from McMaster-Carr. This shafting, p/n 1327k52, has a diametrical tolerance of +0.0000″ to -0.0002″ with a 10rms surface finish.